CN1083329C - 多层聚酯膜 - Google Patents
多层聚酯膜 Download PDFInfo
- Publication number
- CN1083329C CN1083329C CN97192877A CN97192877A CN1083329C CN 1083329 C CN1083329 C CN 1083329C CN 97192877 A CN97192877 A CN 97192877A CN 97192877 A CN97192877 A CN 97192877A CN 1083329 C CN1083329 C CN 1083329C
- Authority
- CN
- China
- Prior art keywords
- film
- pen
- film according
- pet
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/023—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets using multilayered plates or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0036—Heat treatment
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/20—Filters
- G02B5/28—Interference filters
- G02B5/285—Interference filters comprising deposited thin solid films
- G02B5/287—Interference filters comprising deposited thin solid films comprising at least one layer of organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0012—Mechanical treatment, e.g. roughening, deforming, stretching
- B32B2038/0028—Stretching, elongating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0036—Heat treatment
- B32B2038/0048—Annealing, relaxing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/52—Oriented multi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
- B32B2307/736—Shrinkable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2367/00—Polyesters, e.g. PET, i.e. polyethylene terephthalate
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S428/00—Stock material or miscellaneous articles
- Y10S428/91—Product with molecular orientation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31786—Of polyester [e.g., alkyd, etc.]
Abstract
本发明提供了一种多层聚酯膜及其制备方法。所述的膜由交替的聚对苯二甲酸酯层(14)和聚萘二甲酸聚酯层(12)构成。对这些材料双轴取向和随后约束热定形导致在两个拉伸方向上的薄膜拉伸模量都大大超过用两种材料之一的单膜获得的数值。在有些实施方案中,不使用常规滑爽剂而使膜具有了滑移的表面。
Description
技术领域
本发明涉及多层膜,特别是涉及含多个聚萘二甲酸酯和聚对苯二甲酸酯层的多层膜。
发明的背景
本领域中已知不同组成的聚酯膜。这些可连续挤塑成不同厚度片材的膜具有良好的拉伸强度和模量,所以可用作磁介质基材。
目前,本领域中非常关注多层膜的光学性质。例如,Alffey等,PolymerEngineering and Science,第9卷,第6期,第400-404页(1969年11月),Radford等,Polymer Engineering and Science,第13卷,第3期,第216-221页(1973年5月)和美国专利3,610,729(Rogers)描述了某些多层聚合物膜的反射性。这项工作已扩展到多层聚酯膜。因此,美国专利3,801,429(Schrenk等)和美国专利3,565,985(Schrenk等)揭示了由各种树脂(包括聚酯)制成的多层复合材料及其制备方法。这种复合材料即使不加颜料也具有虹彩色。
美国专利4,310,584(Cooper等)描述聚酯在制造多层虹彩反射膜中的应用。这种膜包括高折射率聚合物和低折射率聚合物的交替层。上述的高折射率聚合物是含热塑性聚酯或共聚酯(如聚对苯二甲酸乙二醇酯(PET)、聚对苯二甲酸丁二醇酯以及各种用一种以上二元醇和/或一种以上二元酸合成的热塑性共聚酯)的平挤非取向膜。
美国专利5,122,905(Wheatley)描述在交替层中具有第一和第二不同聚合物材料的多层反射膜。这种膜至少反射30%入射光。各层的光学厚度至少为0.45微米,相邻层的折射率差至少为0.03。美国专利5,122,906(Wheatley)描述了类似的反射体,其中大部分各层的光学厚度不大于0.09微米,不小于0.45微米,相邻层的折射率差至少为0.03。
也已在改善特定多层膜的机械性能方面作了一些努力。因此,美国专利5,077,121(Harrison等)描述了由两层或多层不同树脂构成的聚乙烯基多层膜,并发现复合膜的拉伸比超过组分材料单层膜的拉伸比。在所述的膜中,高伸长率、低模量材料层夹在低伸长率、低模量材料层之间。该文献还揭示,在高模量、低伸长率材料夹在高伸长率材料层之间的复合膜中有时观察到相似的现象,虽然在许多这种复合膜中,低伸长率材料由于它特有的低伸长率而破坏,使高伸长率层同时、早期破坏。
然而,直到目前为止,尽管多层聚酯膜在许多工业应用中越来越重要,但对这些膜的机械性能只作了较小的改进。虽然在许多用途中已可得到高模量和中伸长率的聚酯膜,但当聚酯膜用作工程材料或对其进行卷缠操作时,已测试到这些膜的物理极限。因此,在本领域中仍存在对具有改进机械性能的多层聚酯膜及其制造方法的需求。具体地说,本领域中存在对具有改进的拉伸模量、拉伸强度和拉伸性的多层聚酯膜的需求。
另一个与聚酯膜有关的文献中常常提到的问题涉及发生起雾。在需要透明膜的应用(如窗膜)中,聚酯膜中的起雾是不合需要的。在其它应用中,可以接受或甚至需要一定的雾度。然而,至今还难于理解起雾现象,也不曾提出可易于控制聚酯膜中雾度的方法。因此,本领域中需要一种控制聚酯膜(特别是多层聚酯膜)中雾度的方法。特别是,本领域中需要一种通过调节易于控制的工艺参数制造具有所需雾度的多层聚酯膜的方法。
与聚酯膜有关的另一个问题涉及它们的摩擦系数。具有高摩擦系数的薄聚酯膜在卷缠和处理过程中易于发生起皱、膜断裂和类似的损坏。在这些应用中,需要使用具有低摩擦系数的聚酯膜,从而使薄膜的相邻表面能易于相互滑动。
到目前为止,这个问题通过使用滑爽剂加以解决。然而,使用滑爽剂是不合需要的,因为它使制造过程复杂化,而且常常损害所产生薄膜的机械或光学性能。因此,本领域中需要基本上不含滑爽剂、但又有较低摩擦系数的聚酯膜。本领域中还需要在不加滑爽剂的条件下控制摩擦系数的方法。
下文中公开的本发明可满足这些和其它的需求。
发明的概述
一方面,本发明涉及一类新的聚酯多层膜及其制造方法。出乎意料的是,通过挤塑具有聚萘二甲酸乙二醇酯(PEN)和聚对苯二甲酸乙二醇酯(PET)交替层的薄膜,可以得到一种多层复合膜,这种复合膜可拉伸至比相似尺寸PEN或PET单层膜更高的拉伸比。取向时,该多层膜具有比PEN或PET单层膜更好的拉伸模量和拉伸强度。这种复合结构即使在结晶后也可使薄膜中的PET层保留可拉伸性。出乎意料的是,这些薄膜的最佳拉伸温度明显高于各组分树脂的玻璃转化温度。相反,本领域中已知各组分树脂的单层薄膜的最佳拉伸温度仅稍高于Tg。
另一方面,本发明涉及按连续或非连续方式,在不同的特性粘度组合和不同的PEN与PET比率的条件下制造具有所需雾度和有PET或PEN表面树脂的多层聚酯膜的方法。出乎意料的是,通过适当控制预热温度和时间可控制拉伸薄膜成品中的雾度。因此,这种方法可以制造具有任何透明度的薄膜。通过调节这些或其它参数也可以控制薄膜的各种其它特性,包括收缩性、摩擦性、颜色和模量。
本发明的另一方面涉及具有所需表面粗糙度的聚酯膜及其制造方法。现已惊奇地发现,含PET和PEN层的多层膜中PET结晶度可用来控制表面粗糙度,以提供不加滑爽剂就有滑移表面的聚酯膜。
具体地说,本发明涉及一种多层膜,它包含第一层和第三层;和介于所述第一层和第三层之间的第二层,该层包含聚对苯二甲酸酯或聚萘二甲酸酯;其中所述的第二层至少在一个方向上取向到拉伸比高于所述聚对苯二甲酸酯单膜在相同温度和拉伸速度下所能达到的拉伸比。所述膜的第一层和第三层至少其一在25℃至少在一个方向的模量至少为1000kpsi(6.9×106kPa)。该膜的第一层和第三层中的至少一层包含聚萘二甲酸酯。或者,该膜具有多层,多层中的大多数按照至少一层含聚萘二甲酸酯层和至少一层含聚对苯二甲酸酯层的交替次序排列,可以至少具有7层,或者至少具有13层。所述膜的两个表面可以都含有聚萘二甲酸酯。实施方式之一中,所述膜包含按重量计至少40%所述聚萘二甲酸酯和不足5%所述聚对苯二甲酸酯;另一种实施方式中,所述膜包含按重量计60%至80%所述聚萘二甲酸酯和20%至40%所述聚对苯二甲酸酯。
本发明实施例之一中,该膜在取向前至少预热15秒,更好的是15至30秒。另一实施例中,该膜在取向前至少预热30秒,更好的是30至45秒。该膜至少在120℃预热,较好的是在150℃至168℃之间预热,更好的是在150℃至160℃之间预热。该膜在高于120℃但低于185℃下取向,较好的是在150℃至160℃取向。
该膜的可逆热膨胀系数低于17.7ppm/℃,较好的是低于6.1ppm/℃,更好的是低于4.7ppm/℃。该膜的可逆吸湿膨胀系数低于10.1ppm/%RH,较好的是低于9.8ppm/%RH,更好的是低于9.3ppm/%RH。
所述膜25℃时的真实双轴拉伸比大于5.1,较好的是,25℃时的真实双轴拉伸比大于5.4。
所述膜在至少一个方向上的杨氏模量大于1080kpsi(7.43×106kPa),较好的是,大于1 150kpsi(7.91×106kPa),更好的是至少为1300kpsi(8.94×106kPa)。所述膜在至少一个方向上的热定形模量大于1 180kpsi(8.11×106kPa),较好的是,大于1250kpsi(8.60×106kPa)。
所述膜中聚对苯二甲酸酯的特性粘度为0.6至1.1dL/g。实施方式之一中,聚萘二甲酸酯的特性粘度低于0.52dL/g;另一实施方式中,聚萘二甲酸酯的特性粘度至少为0.53dL/g。
所述膜在150℃加热15分钟时的横向不可逆热收缩率低于2%,较好的是低于0.1%。
本发明还涉及一种多层膜,它包含按重量计70%至约95%聚萘二甲酸酯和5%至约30%聚对苯二甲酸酯,较好的是,所述的多层包含按重量计80%聚萘二甲酸酯。该膜至少在一个方向上拉伸所述的聚对苯二甲酸酯至拉伸比至少为2,更好的是被拉伸至拉伸比至少为5.5。该膜的制备包括在150℃至175℃之间拉伸所述的聚对苯二甲酸酯,更好的是在150℃至160℃之间拉伸所述的聚对苯二甲酸酯。该膜的标称双轴拉伸比至少为6.0。
附图简介
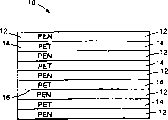
图1a是本发明多层膜的第一个实施方式的示意图;
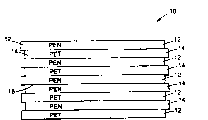
图1b是本发明多层膜的第二个实施方式的示意图;
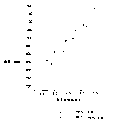
图2是比较纯PEN膜的模量与双轴拉伸比关系与由80%(重量)PET和20%(重量)PEN组成的29层膜的模量与双轴拉伸比的图;
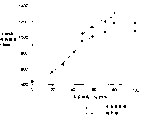
图3是本发明薄膜的极限双轴拉伸比与多层组成的关系图;
图4是热定形对本发明薄膜的影响图;
图5是本发明29层膜的模量与PEN分数的关系图;
图6是本发明29层膜的模量与PEN分数的关系图;
图7是具有不同PEN∶PET比的各种29层膜的最大拉伸比与拉伸温度的关系图;
图8是具有不同PEN∶PET比的两种29层膜的模量(最大拉伸比处)与拉伸温度的关系图;
图9a是实施例135的表面1的三维干涉图;
图9b是实施例135的表面2的三维干涉图;
图10a是实施例136的表面1的三维干涉图;
图10b是实施例136的表面2的三维干涉图;
图11a是实施例137的表面1的三维干涉图;
图11b是实施例137的表面2的三维干涉图;
图12a是实施例138的表面1的三维干涉图;
图12b是实施例138的表面2的三维干涉图;
图13a是实施例139的表面1的三维干涉图;
图13b是实施例139的表面1的三维干涉图;
图14a是实施例141的表面1的三维干涉图;
图14b是实施例141的表面1的三维干涉图;
图15是表示实施例202和203中工程应力与拉伸比的关系图;
图16是表示实施例202和203中工程应力与拉伸比的关系图。
优选实施方式的详细描述
在常规“拉幅”薄膜法中,将一种或多种聚合物以连续薄膜或片材状挤塑在温度控制的辊(或“平挤轮”)上。在任何纵向或横向取向拉伸前,这种膜或片材常常用“平挤料片”一词表示。本申请中所用的术语“膜”和“料片”可互换地用来表示本方法中用平挤轮平挤前任何时候的聚合物片材,而“平挤料片”用来表示还没有受到明显纵向或横向取向拉伸的膜。
如图1a-b所示,本发明的多层膜10至少由两种不同的聚合物树脂形成。这些树脂被共挤塑成具有第一种树脂12和第二种树脂14交替层的复合膜。第一种树脂与第二种树脂最好是不溶混的,或者第一种树脂和第二种树脂在共挤塑设备中相互接触后共挤塑物迅速冷却到树脂玻璃转化温度以下的温度。满足这两个要求之一可确保复合膜中相邻层沿界面16连接。该界面可以是清晰的或模糊的。
本发明薄膜实质上可含有3层或3层以上任何层数。然而,在成品膜中以至少有7层为宜,至少有13层更好。现已发现,在成品膜中至少有7或13层符合某些所需的性能,如取向拉伸性、模量和表面粗糙度方面的改进。虽然已发现含有几百层,甚至几千层的成品膜在某些应用中是有利的,但本发明的薄膜一般仅含有几十层。
在至少一部分膜中,在整个膜中更好,不同树脂的层以按交替顺序排列为宜。然而,在某些实施方式中,如图1b所述的实施方式中,可挤塑具有相同树脂的一个或多个相邻层的膜。在大多数常规挤塑法中,相同树脂的相邻层会结合成具有更大厚度的单层。如果需要提供这些层(如在某些薄膜的表面),这种倾向可用来产生双倍厚度的层。
不同层厚度间的关系没有限制。第一树脂层的厚度可不同于第二树脂层的厚度。相同树脂的不同层也可具有不同的厚度。
本发明实际上也可以让任何数目不同树脂的任何层结合成多层膜。因此,虽然本发明的多层膜通常仅含有由两种不同树脂构成的两种类型的层,但本发明也预料在成品膜中有三种或更多种不同树脂的实施方式。
许多不同的聚合物树脂可用来制造本发明的多层膜。然而,如上所述,最好对树脂和/或加工条件加以选择,以在每对相邻层的界面上保持各层分离的化学特性。
本发明预计可以使用任何可熔融加工成薄膜的聚合物树脂。它们包括,但不限于下列各类的均聚物和共聚物:聚酯,如聚对苯二甲酸乙二醇酯(PET)、聚对苯二甲酸丁二醇酯、聚对苯二甲酸(1,4-环己二亚甲基)酯、聚联苯甲酸乙二醇酯和聚萘二甲酸乙二醇酯(PEN);液晶聚酯;聚丙烯酸酯类、聚酰胺类,如聚酰胺6、聚酰胺11、聚酰胺12、聚酰胺46、聚酰胺66、聚酰胺69、聚酰胺610和聚酰胺612;芳族聚酰胺和聚邻苯二甲酰胺;热塑性聚酰亚胺;聚醚酰亚胺;聚碳酸酯,如双酚A的聚碳酸酯;聚烯烃,如聚乙烯、聚丙烯和聚4-甲基-1-戊烯;离子键聚合物,如SurlynTM(购自E.I.du Pont de Nemours & o.,Wilmington,Delaware);聚乙烯醇和乙烯-乙烯醇共聚物;丙烯酸类和甲基丙烯酸类聚合物,如聚甲基丙烯酸甲酯;氟聚合物,如聚偏二氟乙烯、聚氟乙烯、聚三氟氯乙烯和乙烯-三氟氯乙烯交替共聚物;氯化聚合物,如聚氯乙烯和聚偏二氯乙烯;聚酮,如聚芳醚醚酮(PEEK)和乙烯或丙烯与一氧化碳的交替共聚物;具有任何立构规整度的聚苯乙烯和环或链取代的聚苯乙烯;聚醚,如聚苯醚、聚二甲基苯醚、聚环氧乙烷和聚甲醛;纤维素,如乙酸纤维素;和含硫聚合物,如聚亚苯基硫醚、聚砜和聚醚砜。
第一种树脂和第二种树脂中至少一种是半结晶热塑性树脂的薄膜是优选的。更优选的是至少一种树脂是半结晶聚酯的薄膜。更加优选的是至少一种树脂是聚对苯二甲酸乙二醇酯或聚萘二甲酸乙二醇酯的薄膜。含聚对苯二甲酸乙二醇酯和聚萘二甲酸乙二醇酯作为第一种和第二种树脂的薄膜是特别优选的,现已发现这些薄膜具有许多所需的性质,包括良好的取向拉伸性、高模量以及即使在不加滑爽剂的条件下也有可控制的表面粗糙度。然而,准确选择树脂最终取决于多层膜的用途。因此,例如如果多层膜要用于光学用途,必须考虑其它因素,如树脂的折射率。本发明也能预料其它几对能提供上述取向拉伸性、高模量、和/或表面粗糙度优点的聚合物树脂。
适用于本发明的聚酯和共聚酯是二醇与二元羧酸和/或它们的酯形成的反应产物。有用的二醇包括乙二醇、丙二醇、丁二醇、新戊二醇、聚乙二醇、1,4-丁二醇、二甘醇、环己烷二甲醇、4-羟基联苯酚、双酚A、1,8-二羟基联苯、1,3-双(2-羟基乙氧基)苯以及其它脂族、芳族、环烷基和环链烯基二醇。有用的二元羧酸包括对苯二甲酸、间苯二甲酸、萘二甲酸的任何异构体、二苯甲酸、4,4′-联苯甲酸、壬二酸、己二酸、癸二酸或其它脂族、芳族、环烷烃或环烯烃二羧酸。二元羧酸的酯可以替代二元羧酸或与它们组合使用。当聚对苯二甲酸乙二醇酯或聚萘二甲酸乙二醇酯用作第一种和第二种树脂时,两者之一或两者可含有少量的共聚单体和/或添加剂。
本发明所用聚合物树脂的特性粘度没有特别限制。视挤塑和铸塑多层膜所用的设备而异,聚合物树脂熔融粘度的匹配准度可大可小。单层PET膜一般由特性粘度约为0.60的树脂制成。这些和更低的特性粘度可用于本发明中。特性粘度为1.10或更高的PET树脂一般可从市场上购得,而且也可以使用。应当选择PEN树脂,使其与所选PET树脂的熔融粘度匹配得足够好,从而可用所用的设备铸塑出光滑、无缺陷的薄膜。
本发明的另一方面涉及不用常规“滑爽剂”而具有可控制表面粗糙度、雾度和摩擦系数的薄膜。需要可控制的表面粗糙度是为了提供适用于各种用途的薄膜。例如,用作磁性记录介质基底的薄膜可以在涂覆磁性涂层的一面或两面相当光滑。一般要求均方根平均表面粗糙度(Rq)小于60纳米,许多用途中要求Rq小于20纳米,某些用途中要求Rq小于10纳米。相反,电容器膜和可印刷或可写薄膜必须有高的表面粗糙度,以分别可以被油浸渍或接受油墨。这些用途中一般要求Rq值大于100纳米,某些用途中要求Rq值等于200纳米或更高。
在与粗糙度相关的薄膜工业中,特别是在没有复杂化因素(complicatingfactors)(如颗粒添加剂)的存在下,雾度是众所周知的。另外,雾度比表面粗糙度更易测量和/或定性评价。因此,出于某些应用本身的原因,在本申请中所描述的实验中一般评价雾度,作为定性比较薄膜表面粗糙度的一种手段。
需要低的摩擦系数,是为了改善薄膜在制造和使用过程中的操作和卷缠性能,以及为了防止储存过程中发生粘连。众所周知,为了卷缠和处理时不发生损坏(如起皱和膜断裂),较薄的膜需要更低的摩擦系数。假定一系列薄膜中组成和构造保持不变,摩擦系数与表面粗糙度也密切相关。因此,对于含给定量滑爽剂的聚对苯二甲酸乙二醇酯薄膜,增加滑爽剂的量按密切相关的方式增加表面粗糙度,和降低摩擦系数。然而,相关的方式可视滑爽剂的不同而不同。
滑爽剂这种叫法是因为它们用在薄膜中的目的是为了提供操作所需的低摩擦系数(即滑爽性)。滑爽剂定义为薄膜中或薄膜表面上的惰性固体细颗粒。它们可在薄膜制造过程中加入薄膜中,或以后涂覆在薄膜的表面。涂覆时,滑爽剂可加入粘合剂聚合物中(这些粘合剂聚合物可与薄膜本身相同或不同),或者它们可从分散介质或溶剂中沉积。当于制造过程中加入薄膜时,滑爽剂可分散在整个薄膜中,或仅共挤塑或层压在两个或一个表面层上。滑爽剂可在挤塑过程中混和到薄膜聚合物树脂中,或者在制造过程中加入树脂中。
滑爽剂的形状可以是球形或不均匀的。它们可以形成或不形成团粒。各个滑爽剂的颗粒直径一般小于5微米,最普通的是更小数量级的。它们在薄膜中的加入量可高达约3%(重量),在1%以下更好。
滑爽剂可以是聚合物或非聚合物的。非聚合物滑爽剂的常规实例是高岭土、滑石、二氧化硅、氧化铝、金属碳酸盐(如碳酸钙)、金属氧化物(如二氧化钛)、硅酸盐、金属磷酸盐、金属硫酸盐、金属钛酸盐、金属铬酸盐、金属苯甲酸盐、金属对苯二甲酸盐、碳类(如炭黑)和玻璃。聚合物滑爽剂可以是交联或非交联的。交联聚合物滑爽剂的常规实例是聚硅氧烷、聚苯乙烯、聚丙烯酸酯和聚酯。非交联聚合物滑爽剂一般是热塑性材料。它们加工成能分散在薄膜树脂中的细颗粒。非交联聚合物滑爽剂的常规实例是聚烯烃、离子键聚合物、聚苯乙烯、聚碳酸酯、聚丙烯酸酯、氟聚合物、聚酰胺、聚酯、聚亚苯基硫醚和液晶聚合物。
所有常规的滑爽剂在成品薄膜中或表面上一般具有细颗粒性质。另外,所有在薄膜形成过程中(而不是以后涂覆过程中)加入薄膜的这类常规滑爽剂在平挤薄膜中或其表面上也有细颗粒性质。由于此原因,使用滑爽剂有较大缺点。在薄膜制造过程中,使用滑爽剂必须使用过滤装置。这些装置常被滑爽剂堵塞。滑爽剂也可能在薄膜中形成太大的团粒,这会在许多用途中产生不良影响。加入无机颗粒通常要求将它们研磨到适当的大小和/或进行“筛分”。它们是难于控制和增加成本的附加步骤。加入交联聚合物颗粒需要相似的制备步骤,或在形成过程中需要精确控制颗粒形状和大小。如果加入非交联聚合物颗粒,就需要在薄膜挤塑过程中对颗粒的大小分布和/或分散进行控制,而这很难做到。另外,使用滑爽剂,可能在薄膜的双轴取向、处理、收卷、分切、再制、加工和/或使用时形成灰尘和碎片、以及擦伤薄膜表面。
由于所有这些原因,需要在不加入常规惰性固体细颗粒滑爽剂的条件下控制聚合物膜的表面粗糙度和摩擦系数。出乎意料的是,现已发现,即使在不加滑爽剂的条件下,本发明的多层膜仍具有各种表面粗糙度和“滑爽性”(摩擦系数),而且通过改变工艺条件(如取向前的预热温度和预热时间)可调节表面粗糙度和摩擦系数值。
在如下实施例中,使用如下方法测量试验薄膜的物理性质。
特性粘度:
按同样的方法测量PEN和PET的特性粘度。所用的溶剂是苯酚和邻二氯苯的60/40混合物(按重量计)。使用110℃的温度,使该聚合物在30分钟内溶解。使用150型annon-Fenske粘度计,在30℃时读取数据。用聚合物浓度约为0.5%(重量)的溶液一点法测量相对粘度。相对粘度是溶液和纯溶剂在粘度计中的流出时间之比。相对粘度可用众所周知的Billmeyer关系式换算成特性粘度的近似值:
IV={η(相对)-1+31n[η(相对)])/4c式中η(相对)是相对粘度,c是聚合物溶液浓度,单位是g/dL。
模量测量:
模量在计算机化的Instron拉伸试验仪上测量。试样切成0.5英寸(1.27cm)宽。Instron夹头间的标距为4英寸(10.16cm)。该试验在十字头速度为2英寸(5.08cm)/分种的条件下进行。试样切成约7英寸(17.78cm)长,以便可以方便地安装在1英寸(2.54cm)宽的Instron夹头中,而且必须非常小心,以免薄膜试样过分松弛或被预拉伸。通过在标距内取10个测量值(measurements)确定每个试样的厚度。用所有10个测量值计算平均值。对于在连续薄膜生产线上制造的薄膜,从薄膜的中心切取试样。对于在实验室薄膜拉伸机上制得的薄膜,从拉伸机正方形试样中心处切取拉伸试样。在这种情况下,从一个正方形拉伸机试样切取用于测量纵向拉伸性能的试样,从另一个正方形拉伸机试样切取用于测量横向拉伸性能的试样,这样都能从中心切取。在某些测量中,切取五个试样并进行试验,然后将所得的值平均。然而如果变化较小,对大多数测量来说只需试验3个试样,然后取平均值。
在某些实施例中,给出“生料模量(Green modulus)”。现已发现,在这些研究中制得的薄膜的模量随时间而增加。虽然这种现象对于双轴取向的聚酯薄膜来说不是罕见的,但在某些情况下这种增加比通常在PET薄膜中观察到的更明显。因此,模量测量应或者尽快进行(制成薄膜后4小时内),或者在至少一周后进行。据认为,大多数模量增加或“老化”在过渡期间发生。对“老化”薄膜测得的测量值简称为“模量”,而对迅速测得的测量值则称为“生料”模量。大多数记载的生料模量值表示两个试验的平均值。
可逆热膨胀系数:
可逆热膨胀系数(即CTE)用Zygo121型试验仪进行测量。将0.5英寸(1.27cm)宽、12英寸(30.48cm)长的试样放平安装。试验所用的温差约为20-25℃,从室温到约45℃。热膨胀系数测量为每℃温度变化每毫米初始长度的毫米膨胀。因为这些装置中膨胀一般为1-20×10-6数量级,所以记载为百万分之几/℃(ppm/℃)。对于大多数试验薄膜来说,制备3个试样,并取结果的平均值。
可逆吸湿膨胀系数:
可逆吸湿膨胀系数(即CHE)用Neenah Paper Expansimeter进行测量。将0.5英寸(1.27厘米)×9.5英寸(24.13厘米)试样放置在该测量仪的钩和标高(level)/钩装置之间。用测微计调节由于试验仪中空气湿度的有控制变化而使试样长度发生变化后的标高。湿度试验范围为23-94%相对湿度(%R.H.)。可逆吸湿膨胀系数表示为每%R.H.每毫米初始长度的毫米膨胀。与CTE类似,CHE值可方便地以ppm/%R.H.表示。大多数结果表示三个试验的平均值。
不可逆热收缩率:
热收缩按如下方法测量:将试样切成0.5英寸(1.27厘米)宽和12英寸(30.48厘米)长。将“X”油墨标记放在离每个试样约10英寸(25.4厘米)处。用“光学比较仪”或“电子尺”(一种用测微目镜精确测量从一个标记到另一个标记移动距离的装置)测量两个标记间的精确距离。然后将试样放在80℃温控烘箱中不受限制地悬挂3天(72小时)。从烘箱中取出试样,并重新测量。在测量过程中必须非常小心,以确保试样平而直地放在光学比较仪上,而且尽可能少地拉伸。收缩结果表示为原试样长度的百分数,精确度为+/-0.01%。本试验的结果也表示三个试验的平均值。在某些测量中,烘箱条件改为3天和65℃。某些测量也按15分钟的停留时间和150℃条件进行。
雾度:
雾度用Gardner雾度计测量。使用AUX-10或AUX-10A型,试样尺寸约为1英寸(2.54厘米)正方形。必须加以小心,以确保薄膜试样无灰尘无划痕等。用仪器接收直接或“散射”通过试样的光线,并加以量化。雾度是所有散射光线占全部透射光线(直射和散射)的百分数。
摩擦系数:
静摩擦系数和动摩擦系数用Instron拉伸仪进行测量。在本文中,所有摩擦系数都是在使薄膜表面之一与其反面接触滑动时测量的。从薄膜上切下2英寸(5.08厘米)宽和10英寸(25.4厘米)长的试样,并放在一个水平台上。从薄膜上切下1英寸(2.54厘米)宽×5英寸(12.7厘米)长试样,并安装在半径为0.97英寸(2.46厘米)的200克特殊“滑车(sled)”上。切取试样使得薄膜的纵向是每个试样的较长尺寸。将滑车放在平台上,用一根链条经一个滑轮用Instron十字头以1/2英寸/分钟(2.1×10-2厘米/秒)的速度拖动。至少使用4英寸(10.16厘米)的十字头行程。
摩擦系数定义为摩擦力与滑车重量之比。摩擦力可直接从Instron记录仪记录纸上读取。静摩擦系数用试验开始时记录的峰值力确定。动摩擦系数用试验中长时间内记录的平均力确定。
用干涉仪测量的表面粗糙度:
表面粗糙度是利用激光干涉原理在特殊构造的仪器上测量的。从薄膜上切下1/2英寸(1.27厘米)宽×6英寸(15.24厘米)长的试样,并蒸镀金属。具体地说,该系统探测约230微米宽×365微米长的区域。产生探测区域的三维图象。用该仪器专有的计算机计算表面的统计参数。一般记录两个平均值“Ra”和“Rq”(表面轮廓测量法中技术人员熟知的两个参数)。Ra是偏离薄膜表面假设平均面的算术平均高度。Rq是偏离相同平面的几何平均高度。
用Rodenstock测得的表面粗糙度:
在某些情况下,本发明的薄膜太粗糙,以至于超出上述干涉仪的有效范围。因此,使用第二种方法。该方法使用Rodenstock RM600表面分析仪(一种市售的仪器)。Rodenstock是一种非接触表面描形针。它沿5毫米长的路线探测试样,而不是探测矩形区域。它根据使激光束动态反复聚焦在移动的薄膜表面的原理进行工作。用于Rodenstock的试样也必须被蒸镀。Rodenstock技术也计算Ra和Rq,但由于其收集、过滤和分析数据的方法,对于同样的试样,这种仪器总是获得比干涉仪高的数值。因此,由两种仪器测得的Ra和Rq值不能进行有用的比较。
实施例1-24
如下的实施例表明能够在整个相对组成范围内将PEN和PET共挤塑成在两个薄膜表面处具有不同聚合物特性粘度组合的多层膜。
用共挤塑法平挤多种PEN和PET薄膜。这些薄膜由PEN和PET的交替层(通常共有29层)构成。PEN和PET都购自Goodyear Chemical Co.,Akron,Ohio。在每种薄膜中,两个表面层(第1和第29层)由相同的聚合物构成。如表1所示,在某些共挤塑中,两个表面层都由PEN构成,而在另一些共挤塑中,两个表面层都由PET构成。
如表1中记录的特性粘度值所反映的那样,这些实验中使用了每种树脂的几种不同的分子量。聚合物在分开的1-3/4″(4.4厘米)单螺杆挤塑机上挤塑。PEN在约293℃挤塑,PET在约282℃挤塑。每个挤塑机的挤出量调节在5.22千克/小时(1.45×10-3)到43.5千克/小时(1.2×10-2)范围内,以达到表1所示的聚合物比例。接受组合共挤塑嵌件的薄膜模头与进行29层共挤塑的嵌件一起使用。模头的模孔宽度为12英寸(30.48厘米),并保持在约282℃。挤出物平挤在温度保持在约22℃的骤冷辊上,以便使平挤薄膜骤冷成固体无定形状态。这些骤冷的平挤薄膜约为12-13密耳(30.48-33.02cm×10-3)厚。
表 1
| 实施例编号 | PEN IV(dL/g) | PET IV(dL/g) | “表面”聚合物 | %PEN |
| 1 | 0.57 | - | 全部PEN对照物 | 100 |
| 2 | 0.57 | 0.80 | PET | 80 |
| 3 | 0.57 | 0.80 | PET | 71 |
| 4 | 0.57 | 0.80 | PET | 59 |
| 5 | 0.57 | 0.80 | PET | 49 |
| 6 | 0.57 | 0.80 | PET | 41 |
| 7 | 0.57 | 0.80 | PET | 31 |
| 8 | 0.57 | 0.80 | PET | 20 |
| 9 | - | 0.80 | 全部PET对照物 | 0 |
| 10 | 0.50 | - | 全部PEN对照物 | 100 |
| 11 | 0.50 | 0.72 | PET | 70 |
| 12 | 0.50 | 0.72 | PET | 59 |
| 13 | 0.50 | 0.72 | PET | 49 |
| 14 | 0.50 | 0.72 | PET | 39 |
| 15 | 0.50 | 0.72 | PET | 30 |
| 16 | 0.50 | 0.72 | PET | 16 |
| 17 | - | 0.72 | 全部PET对照物 | 0 |
| 18 | 0.50 | 0.95 | PEN | 71 |
| 19 | 0.50 | 0.95 | PEN | 60 |
| 20 | 0.50 | 0.95 | PEN | 49 |
| 21 | 0.50 | 0.95 | PEN | 41 |
| 22 | 0.50 | 0.95 | PEN | 29 |
| 23 | 0.50 | 0.95 | PEN | 20 |
| 24 | - | 0.95 | 全部PET对照物 | 0 |
实施例25-35
如下的实施例表明,与单层PEN膜相比,本发明多层膜提高了模量和拉伸比。
用实验型双轴薄膜拉伸装置将在上述实施例1-2中制得的平挤膜拉伸成薄膜。上述的拉伸装置是用类似于市售此类设备(如购自T.M.Long Co.的薄膜拉伸机)中的缩放仪机构定制的仪器。用方格图形标记平挤膜的正方形试样,然后安放在薄膜拉伸机中,薄膜拉伸机中的温度控制在100℃或稍低。使温度迅速升高到150℃,从温度升高开始计将试样保持45秒钟。然后将试样在纵向和横向同时和等同地拉伸;按试样的初始标距计,拉伸速率为100%/秒。上述的标距定义为几对相对夹具的最接近点间测得的距离。然后打开拉伸室,用冷空气吹扫试样表面,使其骤冷,然后将其取出。
测定标称拉伸比和真实拉伸比作为拉伸试样的拉伸比。“标称拉伸比”是指最终试样长度除以夹具分离确定的标距。“真实拉伸比”是指由印在试样上的方格图形的中心标记位移测得的类似数字。在本说明书中所用的术语“双轴拉伸比”是指在每个方向上同时拉伸相同量的标称拉伸比(每个方向上)。记录的未说明纵向或横向的真实拉伸比和模量是两个方向上的平均值。
试样用实施例1(100%PEN)和2(20%PET、80%PEN)中制得的平挤膜制成。将这些试样拉伸至各种双轴拉伸比,直到发现在试样不破裂的条件下难于拉伸时的拉伸比为止。所得的拉伸薄膜通过拉伸试验,测量其杨氏模量。拉伸试验的结果列于表2中。
表 2
| 实施例编号 | 制备平挤膜的实施例编号 | %PEN | 标称拉伸比 | 真实拉伸比 | 模量,kpsi(106kPa) |
| 25 | 1 | 100 | 3.50 | 3.74 | 858(5.9) |
| 26 | 1 | 100 | 4.00 | 4.00 | 910(6.27) |
| 27 | 1 | 100 | 4.50 | 4.41 | 982(6.77) |
| 28 | 1 | 100 | 5.00 | 4.78 | 1043(7.19) |
| 29 | 1 | 100 | 5.25 | 5.10 | 1078(7.43) |
| 30 | 2 | 80 | 3.50 | 3.50 | 731(5.04) |
| 31 | 2 | 80 | 4.00 | 3.89 | 835(5.76) |
| 32 | 2 | 80 | 4.50 | 4.36 | 916(6.32) |
| 33 | 2 | 80 | 5.00 | 4.70 | 995(6.86) |
| 34 | 2 | 80 | 5.50 | 5.19 | 1066(7.35) |
| 35 | 2 | 80 | 5.75 | 5.51 | 1181(8.14) |
这些结果图示在图2中。图2表明每种组合物使杨氏模量随同时双轴拉伸比的增加而单调地增加。在任何不会导致试样破裂的给定拉伸比下,PEN比20∶80PET∶PEN多层膜显示更高的模量,这是一个可从PEN是一种比PET具有更高模量的聚合物的已知事实预料的结果。然而,意想不到的是在试样不发生破裂的条件下多层平挤膜能拉伸到比单层PEN高得多的拉伸比。由此可见,多层膜的模量最终超过只能拉伸到较低拉伸比的PEN膜的模量。
实施例36-44
如下实施例表明PEN∶PET之比对拉伸性和模量的影响。
进行实验,以确定实施例1-9中制得的平挤膜在实施例25-35中的条件下可拉伸到的最高拉伸比。拉伸时薄膜的断裂是一个统计事件,结果从给定平挤膜上切下的不同试样在断裂前会拉伸到不同的程度。针对这些实施例的目的,按0.25标称拉伸比单位的增量检验拉伸比,直到发现拉伸时试样断裂的拉伸比。重复这种条件,直到记录连续三次试样断裂为止,或直到两个试样拉伸而不断裂为止。在没有试样断裂的拉伸试验能达到和重复的最高拉伸比值称为极限双轴拉伸比(UBSR)。相应的真实拉伸比按实施例25-35中所述的方法由油墨标记位移确定。
在每个组合物的UBSR下,对试样进行拉伸试验,以测量其杨氏模量。其中一些薄膜还装在金属框上加以约束,并放在烘箱中热定形。使烘箱在235℃平衡,迅速打开烘箱门,放入带框的试样,立即将门关闭。试样在烘箱中放30秒,然后取出。对这些热定形的试样进行拉伸试验,以测量杨氏模量。UBSR、模量和热定形模量结果以表格形式列于表3中,并图示在图3和4中。
表 3
| 实施例编号 | 制备平挤膜的实施例 | %PEN | UBSR(标称) | UBSR(真实) | 模量,kpsi(106kPa) | 热定形模量,kpsi(106kPa) |
| 36 | 1 | 100 | 5.25 | 5.10 | 1078(7.43) | 1178(8.12) |
| 37 | 2 | 80 | 5.75 | 5.51 | 1181(8.14) | 1304(8.99) |
| 38 | 3 | 71 | 5.75 | 5.46 | 1071(7.38) | 1197(8.25) |
| 39 | 4 | 59 | 5.25 | 5.00 | 1005(6.93) | 1124(7.75) |
| 40 | 5 | 49 | 5.00 | 4.61 | 948(6.54) | 1047(7.22) |
| 41 | 6 | 41 | 4.25 | 3.88 | 811(5.59) | --- |
| 42 | 7 | 31 | 3.50 | 3.06 | 648(4.47) | --- |
| 43 | 8 | 20 | 3.25 | 2.86 | 556(3.83) | --- |
| 44 | 9 | 0 | 3.00 | 2.07 | 443(3.05) | --- |
由表3和图3可见,UBSR随实施例1-9中平挤膜的组成平滑地变化,最大值在接近于PEN组成为70-80%处。由至少约60%PEN构成的多层试样的值与由100%PEN构成的试样的值一样高或更高。因为一般已知PET本身比PEN拉伸性低,所以两种聚合物的多层膜可拉伸到比任何一种纯聚合物更高的拉伸比是一个意想不到的结果。
表3和图4清楚地表明在UBSR测量时模量与组成的相关性,按照相同的一般图形,模量在PEN组成接近于80%时最高,含有至少约70%PEN的多层组合物能有等于或大于100%PEN的模量。因为一般已知PET是比PEN模量更低的聚合物,所以两种聚合物的多层膜应有比纯PEN或PET更高的杨氏模量是特别意想不到的。表3和图4也表明热定形在提高本发明薄膜模量上的作用。
实施例45-57
如下实施例表明本发明多层组合物的模量与(%PEN)和真实拉伸比的线性相关性。
用实施例3-6中的平挤膜制备另一些试样。将它们拉伸至双轴拉伸比为3.5或更高,按上述的方法测量它们的模量。结果列于表4中。将实施例25-57中的数据集中,拟合成数学模型,假定模量与组成(%PEN)和真实拉伸比都线性相关。
表 4
| 实施例编号 | 制备平挤膜的实施例 | %PEN | 拉伸比(标称) | 拉伸比(真实) | 模量,kpsi(106kPa) |
| 45 | 3 | 71 | 3.50 | 3.39 | 741(5.11) |
| 46 | 3 | 71 | 4.00 | 3.97 | 824(5.68) |
| 47 | 3 | 71 | 4.50 | 4.31 | 903(6.23) |
| 48 | 3 | 71 | 5.00 | 4.72 | 992(6.84) |
| 49 | 3 | 71 | 5.50 | 5.14 | 1034(7.13) |
| 50 | 4 | 59 | 4.00 | 3.80 | 787(5.43) |
| 51 | 4 | 59 | 4.50 | 4.22 | 886(6.11) |
| 52 | 4 | 59 | 5.00 | 4.74 | 956(6.59) |
| 53 | 5 | 49 | 3.50 | 3.30 | 727(5.01) |
| 54 | 5 | 49 | 4.00 | 3.68 | 804(5.54) |
| 55 | 5 | 49 | 4.50 | 4.20 | 872(6.01) |
| 56 | 6 | 41 | 3.50 | 3.22 | 707(4.87) |
| 57 | 6 | 41 | 4.00 | 3.68 | 747(5.15) |
数学拟合(fit)的结果图示在图5和6中。立即明白这些数据用线性模型拟合良好。对于几种极限情况,该模型也产生合理的值。因此,图5中所示的模型预测双轴取向至拉伸比为4.0的纯PET的模量约为760 kpsi(5.24×106kPa)。这个值与用常规工业方法制得的PET薄膜的实测值相差不大。该模型也预测双轴取向至拉伸比为5.0的纯PEN的模量约为1070 kpsi(7.38×106kPa)。这个值也与市售PEN薄膜的实测值相差不大。图6表示更宽范围的相同模型。图6表明拉伸比为1.0时PET和PEN的模量值分别为约260 kpsi(1.79×106kPa)和350 kpsi(2.41×106 kPa)。这些值与所述未拉伸状态的纯聚合物试样的实测值相比较,也是合理的。
这些结果表明,该模型的假设是合理的,图6中恒定拉伸比的其它线的外推法也是有意义的。这样可以假定,PET层对拉伸比为5.5的多层膜总模量的贡献稍微超过1000 kpsi(6.9×106 kPa)。必须注意单层活动(free-standing)PET薄膜一般不能用已知的工业方法在每个方向上拉伸至5.5这么高的拉伸比,而且用这种方法制得的PET薄膜的模量在每个方向上不能达到超过1000 kpsi(6.9×106kPa)的值。
因此,这些实施例中得到的结果以及线性模型成功地预测的观察结果表明多层膜中的PET层可拉伸至比用常规方法可达到的高得多的拉伸比,而且具有远远超过用常规PET薄膜得到的模量。当PET层拉伸至拉伸比为5.5时,PET层对薄膜总模量的“贡献”超过1000 kpsi(6.9×106kPa)是特别出乎意料的结果。
实施例58-61
如下实施例表明本发明薄膜的尺寸稳定性。
用实验型薄膜拉伸机在两个方向上同时和相等地进行拉伸,制备平挤膜1、2、3和9的多层膜试样。条件列于表5中。每种平挤膜选取的拉伸比为所选拉伸温度的UBSR左右。将这些薄膜放在实施例36-40中所述的框架上热定形。测量沿对角线切割试样的CTE、CHE和80℃/3天收缩率,以平均两个方向上的结果。结果列于表5中。
表 5
| 实施例编号 | 平挤膜编号 | %PEN | 拉伸温度(℃) | 双轴拉伸比 | CTE(ppm/℃) | CHE(ppm/%RH) | 收缩率(%) |
| 58 | 9 | PET对照物 | 100 | 3.75 | 17.74 | 10.05 | 0.38 |
| 59 | 1 | PEN对照物 | 150 | 5.0 | 6.13 | 9.83 | 0.15 |
| 60 | 2 | 80 | 150 | 6.0 | 4.68 | 9.25 | 0.20 |
| 61 | 3 | 71 | 150 | 5.5 | 3.97 | 9.02 | 0.21 |
这些结果清楚地反映了众所周知的PEN比PET更好的尺寸稳定性。另外,这些结果也表明,多层膜具有比纯PEN膜好一点的CTE和CHE,收缩率值约等于根据PET和PEN膜的数值组合的推定值。
实施例62-88
如下实施例表明温度对拉伸比和模量的影响。
对实施例2中平挤膜试样进行拉伸试验,以确定温度对拉伸性和所产生模量的影响。所用的步骤与上述实施例36-44的步骤相似,所不同的是温度从150℃变化。在120-180℃的温度下测量UBSR。在这些实施例中,仅根据标称拉伸比表示UBSR,以省去测量真实拉伸比的结果。在这些实施例中,对拉伸比条件的测定也进行到记录五次连续试样破损为止(而不是三次)。因此,记录的UBSR值会稍高于实施例36-44中的值。
所用的实验型拉伸机能达到的最大拉伸比仅稍高于6.0。现已发现,在155-175℃的温度时UBSR超过6.0,因为拉伸至这个程度时没有试样断裂。因此,为更完全地测量温度效应,又测试实施例5中拉伸性较差的平挤膜。
通过拉伸试验测量每种薄膜拉伸至UBSR时的杨氏模量。结果表示在表6和图7-8中。可以观察到,所有薄膜在每个表面都有不规则或间断的“结霜”或雾状外观。
表 6
| 实施例编号 | 平挤膜实施例编号 | %PEN | 拉伸温度℃ | UBSR | UBSR处的模量,kpsi(106 kPa) |
| 62 | 2 | 80 | 120 | 4.00 | 632(4.36) |
| 63 | 2 | 80 | 125 | 4.50 | 665(4.59) |
| 64 | 2 | 80 | 130 | 4.50 | 799(5.51) |
| 65 | 2 | 80 | 135 | 4.75 | 885(6.10) |
| 66 | 2 | 80 | 140 | 5.00 | 931(6.42) |
| 67 | 2 | 80 | 145 | 5.50 | 968(6.67) |
| 68 | 2 | 80 | 150 | 6.00 | 1028(7.09) |
| 69 | 2 | 80 | 155 | >6.00 | --- |
| 70 | 2 | 80 | 160 | >6.00 | --- |
| 71 | 2 | 80 | 165 | >6.00 | --- |
| 72 | 2 | 80 | 170 | >6.00 | --- |
| 73 | 2 | 80 | 175 | >6.00 | --- |
| 74 | 2 | 80 | 180 | 不可拉伸 | --- |
| 75 | 5 | 49 | 120 | 3.75 | --- |
| 76 | 5 | 49 | 125 | 4.25 | --- |
| 77 | 5 | 49 | 130 | 4.25 | 726(5.01) |
| 78 | 5 | 49 | 135 | 4.50 | 799(5.51) |
| 79 | 5 | 49 | 140 | 4.50 | 774(5.34) |
| 80 | 5 | 49 | 145 | 4.75 | 807(5.56) |
| 81 | 5 | 49 | 150 | 4.75 | 864(5.96) |
| 82 | 5 | 49 | 155 | 5.00 | 886(6.11) |
| 83 | 5 | 49 | 160 | 5.25 | 861(5.940) |
| 84 | 5 | 49 | 165 | 5.50 | --- |
| 85 | 5 | 49 | 170 | 5.50 | 664(4.58) |
| 86 | 5 | 49 | 175 | 5.25 | --- |
| 87 | 5 | 49 | 180 | 5.25 | --- |
| 88 | 5 | 49 | 185 | 4.75 | --- |
图7表明,80%PEN多层的UBSR在150-180℃间某一点温度达到最大值,在该范围的高温端迅速下降。当拉伸温度降低到125℃以下(非常接近于PEN的Tg)时,UBSR似乎更迅速地降低。49%PEN组合物显示相似的UBSR与拉伸温度的相关性,虽然在非常高的温度下UBSR降低比80%PEN组合物更缓和。
这种结果的部分原因是在这些高温下开始拉伸前PET结晶。170-180℃一般认为是PET由无定形玻璃最迅速地结晶的温度范围。当PET在49%PEN组合物总量中占较多量时,该试样能更好地支持更高温度时的拉伸应力。49%PEN组合物在165-170℃间具有最大UBSR也是显而易见的。
如图8所示,80%PEN组合物在UBSR处的模量随拉伸温度升高到拉伸机极限不能进一步测量的点为止。在热定形前,薄膜在150℃时的模量超过1000kpsi(6.9×106kPa),模量与拉伸温度的关系曲线表明无趋于水平的迹象。然而,当拉伸温度略低于UBSR最大值对于温度时,49%PEN组合物表现出最大模量。因此,80%PEN组合物的最佳拉伸温度范围也可能在150-160℃范围内。因为PEN的玻璃转化温度仅约为120-125℃,且PET的玻璃转化温度低得多,所以确定多层膜的最佳拉伸温度为150-160℃是一个令人惊奇的结果。
实施例80-103
如下实施例表明对PEN∶PET聚合物对进行供料头式多层共挤塑。
获得PEN和PET试样,在干燥氮气下,PEN约在177℃,PET约在149℃干燥。所用的PEN树脂具有几种不同的分子量(用特性粘度(IV)测量)。PET树脂是Goodyear Traytuf 8000C,IV为0.80。对于PEN,使用1-3/4英寸(4.4cm)挤塑机,挤塑温度约为293℃。对于PET,使用第二台1.75英寸(4.4cm)挤塑机,挤塑温度约为282℃。
用供料头方式进行树脂的共挤塑。因此,通过温度分别保持在约293℃和266℃、直径为3/4″的颈管从两台挤塑机将PEN和PET的熔体流输送到供料头中。使用具有交替两组分、29层嵌件的组合式供料头。该供料头给模孔宽度为12英寸(30.5厘米)的常规聚酯薄膜模头供料。供料头出口通过一个渐变正方形.圆形流道异型接管与模头进口相匹配。
供料头、接管和模头都保持在约282℃。将挤塑物平挤在温度保持在约18℃的骤冷辊上,使用静电销连接。总的挤出量保持在约60磅/小时(7.5×10-3于克/秒)或90磅/小时(1.1×10-2千克/秒)。将PEN∶PET之比从约80∶20变化到约50∶50。设定供料头,使在某些实验中最外层是PET,而在另一些实验中最外层是PEN。用骤冷辊的速度将平挤膜的厚度控制在约12-13密耳(30.48-33.02×10-3cm)。在某些实验中,堵塞供料头的第2和第28个模缝,以产生最外层具有双倍厚度的25层料流。
在拉伸前,评价平挤膜的特定流变基流动-缺陷图形(flow-defect patterns),并分成“好”、“合格”或“不合格”三等。“好”的平挤膜没有流动-缺陷图形,“合格”的平挤膜具有少量的表面流动-缺陷图形,“不合格”的平挤膜有明显的流动-缺陷图形。表7包括各个实验的条件和评价结果。
表 7
| 实施例编号 | 层数 | PEN IV,dL/g | 挤出量,磅/小时(10-3千克/秒) | PEN∶PET之比 | 最外层聚合物 | 平挤膜等级 |
| 89 | 29 | 0.626 | 63(7.9) | 80 | PET | 不合格 |
| 90 | 29 | 0.570 | 59(7.4) | 80 | PET | 不合格 |
| 91 | 29 | 0.520 | 61(7.7) | 81 | PET | 不合格 |
| 92 | 29 | 0.473 | 61(7.7) | 80 | PET | 好 |
| 93 | 29 | 0.473 | 62(7.8) | 70 | PET | 好 |
| 94 | 29 | 0.473 | 62(7.8) | 61 | PET | 好 |
| 95 | 29 | 0.473 | 61(7.7) | 53 | PET | 合格 |
| 96 | 25 | 0.570 | 60(7.6) | 79 | PET | 不合格 |
| 97 | 25 | 0.516 | 59(7.4) | 80 | PET | 合格 |
| 98 | 25 | 0.516 | 94(11.8) | 79 | PET | 合格 |
| 99 | 25 | 0.485 | 63(7.9) | 80 | PET | 好 |
| 100 | 25 | 0.485 | 93(11.7) | 80 | PET | 好 |
| 101 | 25 | 0.555 | 61(7.7) | 79 | PEN | 不合格 |
| 102 | 25 | 0.516 | 59(7.4) | 79 | PEN | 合格 |
| 103 | 25 | 0.485 | 60(7.6) | 78 | PEN | 好 |
这些结果表明,对于所用的供料头结构,必须使用IV低于0.52的PEN树脂,以便制造含IV为0.80的PET树脂的合格多层平挤膜,而与哪种聚合物用在表面层上无关。相同的供料头和模头用于以后在连续薄膜生产线上的实验。因为PEN的机械性能在IV低于约0.53的值时下降,所以比较前后实施例的性能可能使人误解的。
实施例104-105
如下的实施例表明IV对拉伸性的影响。
由实施例3(用于实施例104)和实施例11(用于实施例105)的平挤膜制备拉伸试验的试样。选择这些平挤膜是因为它们之间唯一的显著差别是所用树脂的IV。实施例3的平挤膜由IV为0.57的PEN和IV为0.80的PET构成。实施例11的平挤膜由IV为0.50的PEN和IV为0.72的PET构成。每种平挤膜都有最外层的PET,且由约70%PEN组成。
按实施例50-76中所述的方法在150℃测定每种平挤膜的UBSR。在实施例104中,UBSR测定为5.75。在实施例105中,所得的值为5.25-5.50。因此,IV较高的树脂似乎有利于提高拉伸性作用。
实施例106-111
如下实施例表明平挤膜的质量对拉伸性的影响。
用实施例2(用于实施例106)和实施例90(用于实施例107)的平挤膜制备拉伸试验的试样。选择这些平挤膜是因为它们之间唯一的明显区别是实施例2的平挤膜是用多层模头制备,而实施例90的平挤膜是用流变性较少“宽大”的多层供料头制备。因此,实施例90的平挤膜包括流变性相关的表面缺陷,表7中用平挤膜等级“不合格”表示。每种平挤膜含有80%PEN,且将PET用作最外层。平挤膜中所用的树脂也有相似的IV。
按实施例62-88中所述的方法在150℃测量每种平挤膜的UBSR。在实施例106中,UBSR测定为6.00,拉伸机的物理极限。在实施例107中,所得的UBSR为5.25。因此,流变性相关的缺陷似乎对提高薄膜的拉伸性产生不利影响。
用实施例91(用于实施例108)和实施例92(用于实施例109)的平挤膜制备拉伸试验的试样。选择这些平挤膜是因为与实施例90的平挤膜(用于实施例107)一起,它们构成一个系列,其唯一的明显区别是所用PEN树脂的IV(即平挤膜表面的质量)。实施例90的平挤膜含有IV为0.570的PEN,且由于流变性相关的缺陷将其表面质量定级为“不合格”。实施例91的平挤膜含有IV为0.520的PEN,其表面质量的等级也为“不合格”。实施例92的平挤膜含有IV为0.473的PEN,其表面质量的等级为“好”。每种平挤膜都将PET作为最外层,且含有约80%PEN。
按实施例62-88中所述的方法在150℃测量每种平挤膜的UBSR。在实施例107中,UBSR为上述的5.25。在实施例108中,所得的值为5.75。在实施例109中,所得的值为6.00(拉伸机的极限)。由于实施例104-105中所示的树脂IV的影响预测UBSR以相反次序下降,所以这些实施例所示的表面质量是提高多层膜拉伸性更加重要的因素。
用实施例96(用于实施例110)和实施例99(用于实施例111)的平挤膜制备拉伸试验的试样。选择这些平挤膜是因为它们之间的唯一明显区别是所用PEN树脂的IV,即平挤膜表面质量。还有,它们与实施例107-109的区别在于具有25个交替层,最外层是双倍厚度,而不是相同厚度的29个交替层。
实施例96的平挤膜含有IV为0.570的PEN,由于流动相关的缺陷其表面质量的等级定为“不合格”。实施例99的平挤膜含有IV为0.485的PEN,其表面质量的等级为“好”。每种平挤膜都将PET放在最外层,且含有约80%PEN。按实施例62-88中所述的方法在150℃测量每种平挤膜的UBSR。在实施例110中,UBSR为5.50。在实施例111中,所得的值为6.00(拉伸机的极限)。这就清楚地表明,实施例107-109所示的对拉伸性的不良影响继续作用于这些薄膜上,尽管它们用双倍厚的表面层制成。
进一步比较实施例107和110的结果。实施例110中更高的UBSR(5.50对5.25)表明,在多层膜上提供双倍厚的表面层对拉伸性产生有益的影响。
实施例112-113
如下实施例表明PEN IV对模量的影响。
测量实施例108和109(分别为实施例112和113)中已拉伸至其150℃UBSR的薄膜的模量。在实施例112中,在双轴拉伸比为5.75时测得的模量为1000kpsi(6.90×106 kPa)。在实施例113中,在双轴拉伸比为6.00时测得的模量为946 kpsi(6.52×106 kPa)。IV较高的PEN树脂似乎对提高模量有利,在这种情况下甚至能克服拉伸性方面的缺点。
实施例114-117
如下实施例表明表面聚合物的选择和PET结晶度对多层PEN/PET薄膜的透明度和摩擦性能的影响。这些实施例也表明PET层被“约束”的薄膜的性能。
实施例114-117的试样分别用实施例1(单层PEN)、3(71%PEN及用PET作为“表面”聚合物)、18(71%PEN及用PEN作为“表面”聚合物)和9(单层PET)的平挤膜制成。前三个试样在与实施例25-35相似的条件下拉伸至双轴拉伸比为5.0,拉伸温度为150℃。第四个试样(纯PET)在60℃被安装拉伸机上,在100℃被拉伸至双轴拉伸比为4.0。实施例114(PEN)、116(71%PEN及用PEN作为“表面”聚合物)和117(PET)都产生目视透明、不起雾的薄膜,而实施例115(71%PEN及用PET作为“表面”聚合物)产生带有与实施例62-88相似的不规则起雾的薄膜。所有多层膜(即使被称作“透明”的)都具有轻微的虹彩色外观,这很可能由于拉伸薄膜的各层厚度接近于可见光的波长。
当折叠和相互磨擦时,也观察到实施例115的试样是滑移的。相反,PEN和PET薄膜(实施例114和117)相互“粘连”得很严重,摩擦时很难滑动。令人惊奇的是,具有PEN外层的多层膜(实施例116)具有介于这两个极端之间的摩擦性能。
虽然不想受任何理论束缚,但认为在多层膜的情况下,拉伸PEN所需的150℃高温使PET层在开始拉伸前的预热过程中结晶。在PET用作薄膜最外层的情况下,认为结晶的PET表面层在拉伸步骤中破碎,在拉伸的薄膜上留下有不规则雾度的“岛”。令人惊奇的是,当PEN用作最外层时,没有观察到斑点或模糊。据认为,PET层在预热过程中仍然结晶,但当夹在PEN层之间时,PET在没有破裂的条件下由结晶状态拉伸。
实施例118-121
如下实施例表明表面聚合物对拉伸性和模量的影响。
用实施例99(用于实施例118和120)和实施例103(用于实施例119和121)的平挤膜制备拉伸试验的试样。选择这些平挤膜是根据如下事实,即它们间的唯一显著区别是两个外表面层中聚合物的特性。实施例99的平挤膜具有25层,PET形成两个外表面层,而实施例103的平挤膜具有25层,PEN形成两个表面层。每个试样含有约80%的PEN。
按实施例62-88中所述的方法在150和145℃测量每个平挤膜的UBSR。为了消除两种平挤膜间的拉伸性差异,在145℃进行实施例,因为两者都证明在150℃可拉伸至拉伸机极限。对于在150℃牵引至相同标称拉伸比的薄膜,用油墨标记位移测量真实拉伸比。同时也测量模量。两者都记录为纵向和横向上的平均值。结果列于表8中。
表 8
| 实施例编号 | 平挤膜编号 | “外层”聚合物 | 拉伸温度(℃) | 极限双轴拉伸比 | 真实拉伸比 | 模量,kpsi(106kPa) |
| 118 | 99 | PET | 145 | 5.25 | ||
| 119 | 103 | PEN | 145 | 5.0 | ||
| 120 | 99 | PET | 150 | >6.00 | 5.70 | 1018(7.02) |
| 121 | 103 | PEN | 150 | >6.00 | 5.89 | 1037(7.15) |
这些结果表明,仅由于选择表面层聚合物而其它相同的平挤膜的拉伸性差异较小。PEN表面层似乎有利于稍微提高的拉伸性,、更均匀的牵引(即真实拉伸比更接近于标称值)和稍高的模量。如在实施例114-117中,带有PEN外层的薄膜也是透明的,而PET为表面的薄膜具有不均匀的霜状起雾斑点。
在表面层放置Tg较低的PET对连续方法,特别在纵向取向机或拉幅机中,提出了某些实际的问题。在上述的纵向取向机或拉幅机中薄膜在整个宽度或其边缘与已加热到足够高温度的金属部件接触,以拉伸Tg较高的PEN。因为这些实施例的结果表明将PET放在表面层没有好处,所以所有以后的实施例使用“PEN为表面”的结构。
实施例122-124
如下实施例表明在薄膜生产线上以连续方式生产本发明薄膜。
制备IV为0.50的PEN树脂,在约149℃干燥。购得IV为0.80的PET树脂(Goodyear Traytuf8000),并在约135℃干燥。PEN用2-1/2″单螺杆挤塑机在约293℃挤塑,PEN熔体流(melt train)中的挤塑后续设备保持在约282℃。PET用1-3/4″单螺杆挤塑机在约277℃挤塑,PET熔体流中的挤塑后续设备保持在约266℃。用齿轮泵控制挤塑物流。两种熔体流都用40微米级的烛型过滤器过滤,并用3/4英寸(1.91cm)直径的、加热的绝热颈管将聚合物熔体输送到供料头中。
使用与实施例89-103相同的供料头嵌件,按上述的方法堵塞,产生最外层是双倍厚度的25层结构。向供料头供料,使PEN放在最外层。PEN∶PET之比为80∶20(按重量计),总的挤出量约为130磅/小时。使用与实施例89-103相同的12″宽薄膜模头。也使用静电销。供料头的温度保持在约282℃,模头的温度保持在约288℃。平挤辊的温度保持在约52℃。调节平挤辊速,以产生厚度为12-13密耳(30.48-33.02×10-3cm)的平挤膜。
用“纵向取向机(length orienter)”在以不同速度驱动的辊间将平挤膜纵向拉伸。转得较慢的辊保持在约138℃,随后的空转辊保持在约143℃。这一步中用驱动辊间的速度差测定的标称拉伸比为1.30。较快的(冷却)辊保持在约24℃。
然后用能同时双轴拉伸的拉幅机将薄膜纵向和横向拉伸。拉幅炉的预热和拉伸区都保持在约163℃。预热区的长度为9.8英尺(3.0米),假定在这些条件下在预热区的停留时间约为18秒。对薄膜作进一步的拉伸,使纵向和横向上的标称拉伸比(按夹具位移测量)分别为4.40和4.89。拉伸区的长度为8.2英尺(2.5米),假定在这些条件下拉伸区的停留时间约为6秒。
薄膜在拉幅机上被约束热定形。拉幅机的两个热定形区保持在约216和199℃。在从拉幅机夹具上松开之前,将薄膜放在保持在约54℃的冷却区冷却。在平挤膜上画上油墨标记,以便测量薄膜中心的实际拉伸比。纵向和横向上的最终拉伸比分别为5.81和5.50。令人惊奇的是,尽管有PEN外层,但这种薄膜仍有点起雾。另外,不是象在几乎所有实验型拉伸机多层膜试样上观察的那样,在整个表面上有轻微和均匀的虹彩色,本实施例的薄膜在纵向上有淡的色带,这可能由于薄膜在横向上有小的厚度和/或取向差异。实施例122薄膜的物理性能列于表9中。
在实施例123中,调节纵向取向机的快速辊,以使拉伸比为1.34。拉幅机在纵向和横向上的标称拉伸比分别为4.40和5.12。其它所有条件没有改变。成品膜的纵向和横向拉伸比(按油墨标记的位移测量)分别为5.99和5.95。该薄膜同样起雾和有色带。该薄膜的物理性能列于表9中。
在实施例124中,改变同时双轴拉幅机的温度。其它条件如上。在拉幅机预热和拉伸温度分别约为168℃和149℃时,在纵向和横向上测得的拉伸比分别为6.14和6.11。该薄膜比上述两种薄膜雾度小。该薄膜的物理性能列于表9中。
表 9
| 实施例编号 | 122 | 123 | 124 | |
| 纵向取向拉伸比 | 1.30 | 1.34 | 1.34 | |
| 拉幅机预热温度 | ℃ | 163 | 163 | 168 |
| 拉幅机拉伸温度 | ℃ | 163 | 163 | 149 |
| 拉幅机纵向拉伸比 | 4.40 | 4.40 | 4.40 | |
| 拉幅机横向拉伸比 | 4.89 | 5.12 | 5.12 | |
| 薄膜厚度 | 密耳(10-3cm) | 0.363(0.92) | 0.340(0.86) | 0.306(0.78) |
| 真实拉伸比(纵向) | 5.81 | 5.99 | 6.14 | |
| 真实拉伸比(横向) | 5.50 | 5.95 | 6.11 | |
| 生料模量(纵向) | kpsi(106kPa) | 890(6.14) | 792 | 760 |
| 生料模量(横向) | kpsi(106kPa) | 906(6.25) | 925 | 898 |
| 模量(纵向) | kpsi(106kPa) | 966(6.66) | 1015 | 962 |
| 模量(横向) | kpsi(106kPa) | 1019(7.03) | 995 | 1078 |
| CTE(纵向) | (ppm/℃) | 15.91 | 10.38 | 15.28 |
| CTE(横向) | (ppm/℃) | 11.53 | 10.25 | 10.53 |
| CHE(纵向) | (ppm/%RH) | 11.03 | 9.53 | 8.78 |
| CHE(横向) | (ppm/%RH) | 8.82 | 8.67 | 7.43 |
| 65℃/72小时收缩率(纵向) | (%) | 0.16 | 0.16 | 0.13 |
| 65℃/72小时收缩率(横向) | (%) | 0.18 | 0.17 | 0.17 |
| 150℃/15分钟收缩率(纵向) | (%) | 2.34 | 2.60 | 1.65 |
| 150℃/15分钟收缩率(横向) | (%) | 2.84 | 2.92 | 2.35 |
| 外观 | 起雾 | 起雾 | 少些起雾 |
这些结果表明,用所述的方法能在薄膜生产线上连续生产本发明的薄膜。然而,低于实施例37的模量值和高于实施例60的CTE值用于表明,这三个实施例中所述的条件不是最佳条件,本领域中普通技术人员通过适当调节工艺条件可合理提高这些性能。
实施例125和对比例1-3
如下实施例说明纵向取向机和拉幅机温度对本发明组合物加工性的影响。
在实施例125中,纵向取向机用温度保持在约149和154℃的加热辊进行操作。在这些条件下,该膜往往会产生松弛,这仅通过将拉伸比提高到1.6或更高就可拉紧的。因此,在这些条件下薄膜不能成功地拉伸到前述实施例中较低的纵向拉伸比,但可拉伸到较高的纵向拉伸比。
在对比例1中,将纵向取向机的辊温进一步提高到约160-166℃。在这些条件下,膜开始粘附在辊上,不能制备拉伸的薄膜。
在对比例2中,拉幅机的预热和拉伸区的温度保持在177℃左右。在这些条件下,膜被拉幅机的湍流空气吹离,不能进行拉伸。
在对比例3中,拉幅机的预热和拉伸区的温度保持在149℃左右。在这些条件下,当试图拉伸至与上述实施例相似的拉伸比时,该膜会拉出拉幅机的夹具,不能成功地进行拉伸。
实施例126-134
如下实施例表明工艺参数对薄膜热收缩性的影响。
制备一系列设计实验型实施例,以便寻找减小不可逆热收缩的条件。条件与上述实施例122中相同,但有如下例外:PET树脂在约132℃干燥。当PEN含量为80%(重量)时,总挤出量约为100磅/小时(1.26×10-2千克/秒)。供料头保持在约282℃,模头保持在288℃左右。调节纵向取向机上加热辊的温度,以提高加热平挤膜的效率,将较慢辊的温度设定在118℃左右,空转辊的温度设定在124℃。纵向取向机中纵向拉伸比设定为1.35。拉幅机中拉伸区的纵向拉伸比为4.40,横向拉伸比为4.62(按夹具分离测量)。
在这些实施例中,改变三种工艺参数:(1)第一热定形区的温度(THS1);(2)第二热定形区的温度(THS2);和(3)通过调节拉幅机滑轨改变横向上许可的松弛量。
拉幅机的结构允许滑轨的分离在拉伸区出口与拉幅机出口间变窄。调节滑轨,使薄膜的拉伸比在横跨热定形区方向上连续降低。“松弛”参数表示为横向拉伸比(用夹具位移测量),以拉幅机的入口和出口位置为基准(SRREL)。因此,低的松弛值用接近于4.62(较高的值)的SRREL值表示。
进行带中点的23因子设计。三个工艺参数的低值和高值如下:THS1:193和216℃;THS2:193和216℃;SRREL:4.49和4.23。三个工艺参数的中点值分别为204℃、204℃和4.36。
所有薄膜的厚度约为0.35密耳(0.89×10-3m)。“生料”模量用拉伸试验测量。不可逆热收缩率用上述的150℃/15分钟试验测量。每个测量都在纵向和横向上进行。同时也测量雾度。记录的每个值是两个试验的平均值。结果列于表10中。
表 10
| 实施例编号 | THS1℃ | THS2℃ | SRREL | 生料模量,纵向,kpsi(106kPa) | 生料模量,横向,kpsi(106kPa) | 150℃/15分钟收缩率,纵向% | 150℃/15分钟收缩率,横向% | 雾度% |
| 126 | 204 | 204 | 4.36 | 721(4.97) | 728(5.02) | 1.95 | 0.50 | 10.30 |
| 127 | 216 | 216 | 4.49 | 668(4.61) | 771(5.32) | 1.70 | 1.00 | 12.70 |
| 128 | 216 | 193 | 4.49 | 710(4.90) | 770(5.31) | 1.55 | 1.45 | 8.55 |
| 129 | 193 | 193 | 4.49 | 746(5.14) | 820(5.65) | 2.75 | 2.00 | 7.70 |
| 130 | 193 | 216 | 4.49 | 775(5.34) | 799(5.51) | 1.00 | 0.95 | 6.70 |
| 131 | 193 | 216 | 4.23 | 777(5.36) | 740(5.10) | 0.85 | 0.25 | 9.05 |
| 132 | 216 | 216 | 4.23 | 753(5.19) | 721(4.97) | 1.05 | 0.10 | 8.75 |
| 133 | 216 | 193 | 4.23 | 739(5.10) | 740(5.10) | 1.50 | -0.501 | 8.90 |
| 134 | 193 | 193 | 4.23 | 739(5.10) | 767(5.29) | 2.65 | 0.35 | 14.80 |
1实施例133中横向不可逆热收缩率为负值表明该试样在热处理时实际上发生不可逆膨胀。
该设计的标准统计分析表明,因工艺条件的改变而发生统计上显著变化的测量的薄膜性能是横向收缩率、纵向收缩率和横向模量,重要性依次降低。雾度和纵向模量的变化在统计上是不显著的。
热定形区#1温度(“A”)、热定形区#2温度(“B”)和松弛(“C”)对横向收缩率的影响在统计上都是显著的,这由于“AB”和“BC”的相互作用。“AC”相互作用则不太显著。
正如“AB”相互作用,“A”和“B”对纵向收缩率的影响统计上都是显著的。“C”的影响在统计上是不显著的。
“A”和“C”对横向模量的影响统计上是很显著的,而“B”的影响则不太显著。相互作用都不显著。
因此,最高的松弛值看来导致横向收缩率总的改善,而且通过调节热定形温度可获得所需的更精确的收缩率值。在横向上也获得零收缩。较高的热定形区#2温度值导致纵向收缩率总的改善,而热定形区#1温度提供了附加控制手段。不足为奇的是,横向模量主要受益于低的松弛值,而热定形区#1的低温也是有益的。
因此,现已发现,在上述研究的范围内热定形区#1中的低温、热定形区#2中的高温和高松弛的结合在两个方向造成对收缩的最佳总体控制,同时损失一些横向模量,但统计上没有对其它任何测量的性能产生明显不利的影响。
实施例135-137
如下实施例描述最外层中含PEN的连续法薄膜的表面粗糙度。
试验时发现,实施例122-124中每一种薄膜折叠时很容易滑动,尽管在最外层中含有PEN而不是PET。这是一个很难意料的结果,因为在实施例116中实验室制备的薄膜上没有观察到这种现象,而且因为有关的薄膜不含聚酯薄膜制造领域中常用于提供摩擦“滑动”性能的颗粒“滑爽剂”。因此,用干涉法和Rodenstock技术测量表面粗糙度。同时也测量静摩擦系数和动摩擦系数。实施例135-137中的测量结果列于表11中。
实施例138-141
如下实施例表明在薄膜生产线上制得的薄膜与在实验室中制得的薄膜在表面粗糙度和摩擦性能方面的差异。
为与实施例135-137相比较,用实施例1(PEN)、实施例103(78%PEN,PEN为最外层)和实施例99(80%PEN,PET为最外层)的平挤膜制备实验室拉伸用的试样。将这些试样在实施例25-35中所述的条件下分别拉伸至双轴拉伸比为5.5、6.0和6.0,产生实施例138-140。
用更接近于实施例122-124中薄膜生产线条件的模拟技术拉伸实施例103的另一个平挤膜试样。在150℃常规预热45秒钟后,以100%/秒的速度和在150℃的温度下将试样仅在纵向拉伸至拉伸比为1.364。然后立即在两个方向上同时将试样进一步拉伸至横向拉伸比为6.00,纵向上总的拉伸比(按初始未拉伸长度为基准)为6.00。这一步中需要附加纵向拉伸6.00/1.364或4.40。横向拉伸速度为100%/秒,并调节纵向拉伸速度,使两个方向的拉伸同时结束。在纵向单向拉伸结束和开始同时拉伸步骤间没有停顿。该薄膜是实施例141。
按实施例135-137所述的方法进行相同的分析。分析结果列于表11中。在干涉法和Rodenstock数据栏中,两个数字表示每种薄膜试样的两个表面。
表 11
| 实施例编号 | 拉伸方法 | %PEN | 外层聚合物 | 干涉法Ra(nm) | 干涉法Rq(nm) | RodenstockRa(nm) | RodenstockRq(nm) | 静摩擦系数 | 动摩擦系数 |
| 135 | 薄膜生产线 | 80 | PEN | 12.8313.88 | 21.8720.26 | 4740 | 7971 | 0.66 | 0.38 |
| 136 | 薄膜生产线 | 80 | PEN | 9.0611.51 | 10.4717.93 | 3934 | 6357 | 0.80 | 0.48 |
| 137 | 薄膜生产线 | 80 | PEN | 19.5021.26 | 27.1131.44 | 5365 | 95112 | 0.61 | 0.44 |
| 138 | 实验型拉伸机 | PEN对照物 | PEN | 3.296.31 | 3.927.72 | 89 | 1014 | 3.20 | 超出测量范围 |
| 139 | 实验型拉伸机 | 78 | PEN | 3.495.53 | 4.746.75 | 1816 | 3021 | 1.92 | 0.88 |
| 140 | 实验型拉伸机 | 80 | PET | 超出测量范围 | 超出测量范围 | 134194 | 234359 | 0.35 | 0.29 |
| 141 | 实验型拉伸机/生产线模拟 | 78 | PEN | 3.794.98 | 4.848.91 | 1415 | 1821 | 1.11 | 0.70 |
表11所列的结果清楚地表明,与实验室制备的薄膜相比,在生产线上制造的薄膜在表面粗糙度和摩擦性能方面存在意料不到的差异。
正如对不含滑爽剂的聚酯薄膜意料的那样,PEN对照物(实施例138)相当光滑,且显示异常高的摩擦系数。在实验室制造的PEN为表面的多层膜(实施例139)几乎一样光滑。在Rodenstock数据中可最清楚地看出实验室制造的薄膜与PEN对照物间的差别,它们没有象低的表面粗糙度值时干涉法数据那样对试样表面的大范围弯曲敏感。摩擦系数虽然仍是高的,但也降低了一点。相反,正如从霜状或起雾外观所能预料的那样,实验室中制造的PET为表面的多层膜(实施例140)显示异常高的表面粗糙度,以及相应低的摩擦系数。
令人惊奇的是,在薄膜生产线上制造的PEN为表面的薄膜(实施例135-137)清楚地显示介于相似组成的实验室薄膜和PET为表面的实验室薄膜之间的表面粗糙度和摩擦性质。实施例141的拉伸条件更接近地模拟了薄膜生产线条件,但其表面和摩擦性质比薄膜生产线实施例更接近于其它实验室制造的薄膜(实施例139)。
图9-14分别表示了实施例135-139和141的干涉法数据的三维图,从中可更清楚地观察到这些差别。这些图定性地表示实施例138的PEN对照薄膜(图12)显然是最光滑,实施例139和141的PEN为表面的实验室薄膜(图13和14)次之,图13和14很相象。实施例135-137的薄膜生产线薄膜(图9-11)是非常粗糙的,而且也定性地相象。最后,实施例140中PET为表面的薄膜太粗糙,以致于不能用干涉法测量。
实施例142
如下实施例表明平挤对表面粗糙度的影响。
在在线拉伸步骤之前,收集一些在实施例122所述条件下由薄膜生产线制造的平挤膜,然后保留。为了确定成品膜中观察到的异常表面粗糙度是否已存在于平挤膜中,用干涉法分析试样。在一个表面上的Ra和Rq值为4.49纳米和5.50纳米,在另一表面的Ra和Rq值为4.89纳米和6.53纳米。由此推论,高的表面粗糙度不是由薄膜平挤法引起的。
实施例143-146
如下实施例表明纵向取向对表面粗糙度的影响。
为了确定表面粗糙度不是由纵向取向法直接引起的,对一个在平挤轮后卷绕但根本没有拉伸的薄膜试样测量Rodenstock表面粗糙度,并在纵向取向机后收集三个没有被拉幅机拉伸的薄膜试样。另外,使用实施例126-134中的生产线条件。结果列于表12中。
表 12
| 实施例编号 | TLO(℃) | SRLO | Rodenstock Ra(nm) |
| 143 | 无 | 无 | 19 |
| 144 | 116 | 1.34 | 18 |
| 145 | 121 | 1.34 | 15 |
| 146 | 138 | 1.34 | 15 |
因为纵向取向薄膜(实施例144-146)都比平挤膜(实施例143)光滑,所以证实薄膜的粗糙化发生在拉幅机中,而且与纵向取向膜的粗糙度没有关系。
实施例147-148
如下实施例表明热定形对表面粗糙度的影响。
在上述的实施例中,没有对用于检验表面粗糙度的实验室薄膜进行热定形。为了探索实施例135-137中薄膜生产线薄膜的意外的表面粗糙度是由热定形步骤引起的可能性,用实施例122中薄膜生产线上剩余的平挤膜再制备两个实验室拉伸试样。在类似于实施例25-35的条件下进行同时双轴拉伸实验,拉伸至双轴拉伸比为5.75。试验一个制备的薄膜试样(实施例147)。其它的薄膜(实施例148)放在框架上用实施例39-40的热定形条件进行热定形,然后测试表面粗糙度和摩擦系数。结果列于表13中。
表13
| 实施例编号 | 热定形 | 干涉法Ra(nm) | 干涉法Rq(nm) | RodenstockRa(nm) | RodenstockRq(nm) | 静摩擦系数 | 动摩擦系数 |
| 147 | 否 | 3.184.28 | 4.045.23 | 1618 | 2226 | 4.04 | 超出测量范围 |
| 148 | 是 | 2.652.80 | 3.553.95 | 1112 | 1530 | 3.15 | 超出测量范围 |
如这些数据表明,热定形没有对薄膜产生粗糙作用,而且甚至使表面粗糙度降低了一些。
根据实施例135-148,在不含常用于双轴取向聚酯薄膜中的颗粒滑爽剂的薄膜生产线薄膜上观察到的意外的表面粗糙度不是由薄膜平挤法、同时双轴拉伸法(即使在纵向预拉伸时)或热定形法造成的。
实施例149-191
如下实施例说明拉幅机预热对雾度和粗糙度的影响。
在实施例126-134的条件下进行其它实验,以确定工艺变量是否对薄膜表面粗糙度(通过雾度测量表征)产生显著影响。研究的工艺变量是纵向取向机中加热辊的温度(TLO)、纵向取向机的拉伸比(SRLO)、拉幅机预热区的温度(TPH)、拉幅机拉伸区的温度(TSTR)、拉幅机中第一热定形区的温度(THS1)、拉幅机中第二热定形区的温度(THS2)、通过夹具分离测得的拉幅机拉伸区中的横向拉伸比(SRTD)和通过拉幅机出口处夹具分离测量的松弛后横向拉伸比(SRREL)。
在纵向取向机中,空转辊一直保持在比慢驱动辊高6℃的温度下。因此,仅将驱动辊的温度列于表14中。在一些实施例中,完全绕过纵向取向机,以探讨测定仅用同时双轴拉幅机对拉伸薄膜的影响。
表14包括实验条件、雾度的测量值和一些表面粗糙度的测量值。表面粗糙度测量值用Rodenstock法测得,表示两个表面的平均值。该表按预热区温度增加的顺序排列,并且为了清楚起见,再列出实施例126-134中一些数据。
表 14
| 编号 | TLO(℃) | SRLO | TPH(℃) | TSTR(℃) | THS1℃) | THS2(℃) | SRTD | SRREL | 雾度(%) | Rod′cRa(nm) |
| 149 | 无 | 无 | 153 | 153 | 193 | 216 | 4.38 | 4.02 | 1.1 | |
| 150 | 102 | 1.31 | 154 | 156 | 182 | 216 | 4.40 | 4.03 | 1.1 | |
| 151 | 无 | 无 | 157 | 156 | 193 | 216 | 4.38 | 4.02 | 1.8 | |
| 152 | 无 | 无 | 157 | 156 | 193 | 216 | 4.62 | 4.24 | 1.8 | |
| 153 | 102 | 1.31 | 159 | 156 | 177 | 216 | 4.40 | 4.03 | 2.6 | |
| 154 | 118 | 1.41 | 160 | 160 | 216 | 199 | 4.98 | 4.98 | 4.6 | |
| 155 | 102 | 1.31 | 161 | 156 | 177 | 216 | 4.40 | 4.03 | 3.7 | |
| 156 | 无 | 无 | 161 | 156 | 193 | 216 | 4.62 | 4.24 | 4.2 | 27 |
| 157 | 118 | 1.35 | 161 | 160 | 204 | 193 | 4.48 | 4.48 | 5.3 | |
| 158 | 118 | 1.34 | 161 | 160 | 215 | 198 | 4.98 | 4.98 | 5.8 | |
| 159 | 118 | 1.44 | 161 | 160 | 215 | 198 | 4.48 | 4.48 | 6.3 | |
| 160 | 124 | 1.41 | 161 | 160 | 215 | 198 | 4.98 | 4.98 | 8.4 | |
| 161 | 118 | 1.34 | 161 | 160 | 215 | 198 | 4.48 | 4.48 | 13.5 |
| 162 | 118 | 1.34 | 161 | 160 | 215 | 198 | 4.73 | 4.73 | 15.1 | |
| 163 | 118 | 1.35 | 161 | 160 | 204 | 193 | 4.48 | 4.23 | 15.3 | |
| 164 | 118 | 1.33 | 162 | 149 | 232 | 199 | 5.31 | 5.10 | 8.6 | |
| 165 | 118 | 1.33 | 162 | 149 | 232 | 199 | 5.08 | 4.91 | 11.0 | |
| 166 | 118 | 1.33 | 162 | 149 | 232 | 199 | 5.08 | 4.88 | 15.7 | |
| 167 | 118 | 1.35 | 163 | 163 | 193 | 216 | 4.62 | 4.49 | 6.7 | 71 |
| 168 | 118 | 1.35 | 163 | 163 | 193 | 193 | 4.62 | 4.49 | 7.7 | |
| 169 | 118 | 1.35 | 163 | 163 | 216 | 193 | 4.62 | 4.49 | 8.3 | 84 |
| 170 | 118 | 1.35 | 163 | 163 | 216 | 216 | 4.62 | 4.24 | 8.8 | 126 |
| 171 | 118 | 1.35 | 163 | 163 | 216 | 193 | 4.62 | 4.24 | 8.9 | 83 |
| 172 | 118 | 1.35 | 163 | 163 | 193 | 216 | 4.62 | 4.24 | 9.1 | 102 |
| 173 | 118 | 1.33 | 163 | 149 | 215 | 198 | 5.08 | 4.95 | 9.9 | |
| 174 | 118 | 1.35 | 163 | 163 | 204 | 193 | 4.62 | 4.36 | 10.2 | 113 |
| 175 | 118 | 1.35 | 163 | 163 | 204 | 204 | 4.62 | 4.36 | 10.3 | 114 |
| 176 | 118 | 1.31 | 163 | 163 | 216 | 199 | 4.98 | 4.98 | 11.8 | |
| 177 | 118 | 1.33 | 163 | 149 | 215 | 198 | 4.54 | 4.42 | 12.3 | |
| 178 | 118 | 1.35 | 163 | 163 | 216 | 216 | 4.62 | 4.49 | 12.7 | 208 |
| 179 | 118 | 1.35 | 163 | 163 | 204 | 204 | 4.62 | 4.24 | 14.8 | 118 |
| 180 | 118 | 1.41 | 163 | 163 | 216 | 199 | 4.98 | 4.98 | 17.0 | |
| 181 | 118 | 1.28 | 163 | 163 | 216 | 199 | 4.54 | 4.41 | 26.6 | |
| 182 | 118 | 1.35 | 163 | 156 | 177 | 216 | 4.40 | 4.03 | 5.7 | |
| 183 | 116 | 1.35 | 163 | 156 | 177 | 216 | 4.40 | 4.03 | 6.9 | |
| 184 | 110 | 1.31 | 163 | 156 | 177 | 216 | 4.40 | 4.03 | 8.1 | |
| 185 | 113 | 1.35 | 163 | 156 | 177 | 216 | 4.40 | 4.03 | 8.6 | |
| 186 | 107 | 1.31 | 163 | 156 | 177 | 216 | 4.40 | 4.03 | 8.7 | |
| 187 | 102 | 1.31 | 163 | 156 | 177 | 216 | 4.40 | 4.03 | 9.8 | |
| 188 | 无 | 无 | 163 | 156 | 193 | 216 | 4.62 | 4.24 | 12.4 | |
| 189 | 无 | 无 | 166 | 157 | 193 | 216 | 4.62 | 4.24 | 4.2 | |
| 190 | 无 | 无 | 166 | 160 | 193 | 216 | 4.62 | 4.24 | 12.3 | |
| 191 | 124 | 1.34 | 168 | 148 | 213 | 199 | 5.02 | 4.99 | 28.7 |
这些数据的标准统计分析表明对雾度最重要的工艺变量是拉幅机预热区中的温度。如下表15中使之更清楚,表15表示对应于每个TPH值的雾度平均值,而不考虑其它工艺参数的值。
表15
| TPH(℃) | 雾度(%) |
| 153 | 1.1 |
| 154 | 1.1 |
| 157 | 1.8 |
| 159 | 2.6 |
| 160 | 4.6 |
| 161 | 8.6 |
| 162 | 11.7 |
| 163 | 10.7 |
| 166 | 8.3 |
| 168 | 28.7 |
从实施例182-188的数据可观察到对雾度其次重要的影响。从这些实施例可知,在拉幅机预热区和拉伸区温度分别为163和156℃的情况下,升高纵向取向机中加热辊的温度的作用是减少雾度。
虽然不想受任何具体理论的束缚,但含PEN为表面层的PEN∶PET多层膜的表面粗糙度和雾度似乎由预热过程(拉伸之前)中PET层的结晶和随后在拉伸过程中PET晶体的破裂和重排造成的。如果在同时双轴拉幅机之前的纵向取向机中不进行任何拉伸,升高预热温度时,PET层则结晶到更大的程度。由此在PET层中形成的最接近于表面的结晶在双轴拉伸步骤中相互分离,且用于通过最外层PEN层产生表面粗糙度,正如将玻璃弹子放在地毯下产生的可见凸起。如果在纵向取向机中先将薄膜拉伸一点,增加纵向取向机的温度的作用可能是抑制在拉幅机预热区中形成大的PET结晶,或有利于确实形成的结晶在以后双轴拉伸时形变。
实施例192-201
如下实施例说明预热时间对表面粗糙度、雾度、薄膜颜色和模量的影响。
在实验室拉伸装置中最难模拟的薄膜生产线的一个方面是薄膜横跨薄膜生产线时的时间-温度变化关系。由于平挤膜在温度分别保持在不同温度的室与室间的移动(薄膜生产线)和单个室中周围空气温度变化(实验室型薄膜拉伸机)之间差异,这种困难是固有的。这种时间-温度变化关系,特别是同时双轴拉伸步骤前的预热时间,是薄膜生产线条件和实验室模拟间重要的差别。
因此,为探索拉伸前变化预热时间的影响,进行了一系列实验。用薄膜生产线实验(实施例122)中保留的平挤膜制备实验室拉伸用的试样。150℃时,将所有的试样在两个方向上同时以100%/秒的速度拉伸至双轴拉伸比为5.5。150℃时未拉伸试样的允许预热时间量以5秒的增量从0秒变化到45秒(45秒是所有上述实验室拉伸实施例中所用的值)。另外,对于每个试验的预热时间,将第二个平挤膜试样安装在实验室拉伸机上,预热、立即取出,而不进行同时双轴拉伸。
并排地目测预热但没有拉伸的试样的雾度。在150℃时,预计PET层会结晶成球晶形态,造成起雾和发白。对于结晶较慢的PEN层,预料该过程要慢得多。因此,在预热但未拉伸平挤膜试样中雾度的增加可能由PET层结晶引起的。在显微镜下“竖着”检验几个试样,确认起雾或发白仅发生在PET层中。也并排地目测拉伸薄膜的雾度。本领域中有经验的技术人员认识到,成品膜中的雾度与表面粗糙度密切相关,特别是在实施例135-137所显示的高表面粗糙度值的情况下。表14的数据用于进一步证实这种关系。因此,对拉伸薄膜中雾度的定性评定当作表面粗糙度的一个指标。也目测薄膜的颜色/虹彩色。注意到沿试样的原纵向有色带或均匀的虹彩色。
测量纵向和横向上的模量。因为薄膜已相同地同时双轴拉伸,在两个方向上平均这些模量结果。结果列于表16中。
表 16
| 实施例编号 | 预热时间,秒 | 未拉伸雾度 | 拉伸薄膜雾度 | 拉伸薄膜颜色 | 模量,kpsi(106kPa) |
| 192 | 0 | 无 | |||
| 193 | 5 | 无 | 无 | 带状 | 976(6.73) |
| 194 | 10 | 无 | 无 | 带状 | 977(6.74) |
| 195 | 15 | 轻微 | 有些 | 带状 | 982(6.77) |
| 196 | 20 | 增加 | 最大 | 较少的带状 | 1064(7.34) |
| 197 | 25 | 增加 | 有些 | 较少的带状 | 1060(7.31) |
| 198 | 30 | 增加 | 有些 | 较少的带状 | 1051(7.24) |
| 199 | 35 | 增加 | 无 | 虹彩色 | 1042(7.18) |
| 200 | 40 | 增加 | 无 | 虹彩色 | 1051(7.25) |
| 201 | 45 | 未变 | 无 | 虹彩色 | 1020(7.03) |
通过检查这些结果可知,PET层结晶随预热时间而增大,可能在40-45秒间趋于水平。然而,拉伸薄膜雾度以及表面粗糙度在约20秒预热时间通过最大值,最后在试样预热到约35秒或更长时间时消失。雾度的消失伴随着色带转化为均匀的整体虹彩色。回想一下,实施例122的薄膜生产线拉幅机条件规定预热时间约为18秒,拉伸区仅为6秒多一点,这很可能是实施例122-124中所观察到的色带和雾度的原因,也即实施例135-137中观察到的表面粗糙度的原因。
分析表16中的数据也可得出如下结论,即视预热时间的不同,至少有两个可以理解的拉伸薄膜模量“等级”。实施例193-195(预热时间为5-15秒)中制得的薄膜的模量约为980 kpsi(6.76×106 kPa),实施例196-200(预热时间为20-40秒)中制得的薄膜的模量约为1050 kpsi(7.24×106 kPa)。这样可假定,在还要长的预热时间时模量可能开始降低。
虽然不想受任何具体的理论束缚,但对这些观察结果作如下解释似乎是有道理的:多层平挤膜中的PET层在同时双轴拉幅机或实验室拉伸机的预热步骤中开始结晶。如果在该过程有足够的时间产生大量尺寸超过光波长的球晶结构之前拉伸薄膜,则在拉伸步骤中不会形成这些结构,所制得的薄膜仍是透明的。因为预热但未拉伸的平挤膜由主要为无定形的PEN和PET层组成,而且因为拉伸温度比PET的Tg高得多,PET层变形时没有发生明显的应变硬化(即有粘性流动),而且对拉伸薄膜的总模量影响较小。
然而,如果在开始拉伸前让PET层球晶结晶至适当的程度,PET中存在足够的被晶体固定的缠结网络,以便有效地传递拉伸力和在PET层中造成应变硬化。这就使得PET层对拉伸薄膜的总模量产生较大的影响,但不破坏已经形成的球晶结构。因此,预热平挤膜中的雾度仍保留在拉伸薄膜中。最后,如果让PET层进一步结晶,被结晶固定的缠结网络牢固得足以传递拉伸力和引起应变硬化,及破坏PET层中已经存在的球晶结构。该网络传递拉伸力的效果是通过色带转化成均匀虹彩色来表现的,虹彩色表明局部厚度和/或取向梯度已消失。拉伸步骤中雾度的消失表明球晶已破碎。为了使雾度消失,必须将大到足以衍射光的结构破坏或转化成尺寸小得多的结构。这可在某些半结晶聚合物(如聚乙烯和聚丙烯)的单轴和/或双轴取向中观察到。两者都可在半结晶状态时拉伸,而且由于球晶和大的层状束重组为小的层状束或纤维状或棒状结构而使其在一定程度上透明。
然而已知一旦结晶成球晶结构,PET是不能高度拉伸的,因此以前在取向拉伸过程中不曾观察到变透明。该意料不到的结果与实施例45-57中关于观察到的模量值与PET层中前所未有的模量值的一致性讨论相结合说明,PEN∶PET多层组合物中PET层的取向是按独特的PET取向形变新机理进行的。
对于多层结构在促进这种形变机理方面效用的其它认识可通过进一步检验PEN为表面的和PET为表面的多层膜之间差异获得。在实施例114-117和138-140中观察到,PET为表面的薄膜比相似组成的PEN为表面的薄膜更粗糙、更滑或雾度更大。这可解释为与多层结构的PET内层相比PET表面层的独特性表现。如果在一个表面上没有PEN覆盖层,PET最外层的性能更象常规活动(free-standing)的PET薄膜。预热步骤中结晶后,拉伸使其破碎,形成不规则、霜状发雾外观、高的(常常超出刻度范围)表面粗糙度和非常低的摩擦系数。
另一方面,多层结构内部的PET层在没有破碎的条件下拉伸至比活动单层PET薄膜双轴取向时通常观察到的高得多的拉伸比。视预热条件的不同,球晶可能破碎,也可能不破碎或者变形成更小的结构单元。如果没有破碎,它们在PEN表面层下形成“小块”,这与玻璃弹子放在地毯下造成高低不平地板覆盖物一样产生表面粗糙度。
本领域中普通技术人员由上述讨论可清楚,表面粗糙度的程度可通过开始拉伸前平挤膜的时间-温度变化关系以及多层膜的结构细节等控制。所述的结构细节包括但不限于结构中两种聚合物的比例、PEN表面层的厚度以及最接近于表面的PET层的厚度。因此,本发明的结构也意想不到地构成了聚酯薄膜的独特和新颖的“滑移”体系。这种体系不依靠加入任何数量的颗粒物质。
实施例202-203
如下实施例证实在通过长预热时间获得的很好结晶的PET层中网络与结晶接点有效缠结的假定。
在实验室拉伸机的夹具约一半处安装力传感器,从而可测得拉伸力数据。同时将拉伸机调节至可测得6.25(而不是6.00)的标称拉伸比。用实施例122中保留的平挤膜制备拉伸试样。在150℃预热后,在相同的温度下按同时双轴模式以100%/秒的速度在每个方向上再拉伸至双轴拉伸比为6.25。
实施例202在预热45秒后进行拉伸,而实施例203仅在预热10秒后拉伸。在这些条件下,两个平挤膜试样应在整个厚度上全部预热,但实施例202的试样应有结晶很好的PET层,而实施例203的试样应几乎没有结晶。因为拉伸实验在纵向和横向上相同和同时地进行,所以将每个实施例的所有力传感器的输出值平均。
拉伸实验的结果表示在图15中。从中容易看出,在应力-应变曲线上存在两个主要的区别。第一,实施例202在拉伸开始时立即显示力的急剧突然上升,而实施例203中则没有。第二,一旦应变-硬化在拉伸比约为3.0处开始时,实施例202的斜率比实施例203更快地上升。
这些结果与如下解释相一致,即实施例202试样的PET层中晶体结构必定在开始时破碎,需要相当大的力。实施例203试样中未结晶的PET层不需要这么大的力去形变。另外,实施例202的应变-硬化区域中更急剧的上升也与取向形变更有效地导致PET和PEN层应变-硬化的解释相一致。
这种解释得出如下结论,实施例203的试样中未结晶PET层对总拉伸应力的贡献可忽略不计。通过试验改变实施例203的应力曲线的比例可证实这个结论。当试样为80%PEN和20%PET时,如果PET的贡献可忽略不计,则可预料整个试样的性能相似于具有80%平挤膜厚度的单层PEN试样。因为应力是力除以横截面,所以它相当于将应力的比例增至125%。这表示在图16中。在图16中,为理解与平台区域内实施例202的曲线相符,已将实施例203的应力曲线扩大比例和向上移动。
这些结果证实,如果没有结晶,PET层在拉伸过程中主要按非应变硬化方式(粘性流动)形变。然而当通过充分预热结晶时,PET层先通过现有晶体结构的破坏或重排,然后按类似于PEN层中存在的应变-硬化进行形变。
实施例204-228
如下实施例说明纵向取向过程中预热条件对雾度和均匀度的影响。
由于为了获得足够的纵向拉伸比,用于这些研究的薄膜生产线的设计在同时双轴拉幅机之前需要一个纵向取向步骤,所以值得探索预热条件对纵向取向步骤的影响。关于随后双轴取向PEN薄膜的专利文献表明,纵向拉伸步骤的优选温度不象150℃(实验室结果所表明的多层膜同时双轴拉伸的最佳温度)那样高。因此,需研究预热温度和预热时间。
在实施例204-228中,将实施例122中保留的平挤膜试样安装在实验室拉伸机上,使其仅在纵向上被夹紧。其它两侧未被夹住,这样它们可象在纵向取向机中那样自由收缩。每个试样的预热和纵向拉伸温度是相同的。温度在120-170℃范围内变化,所用的预热时间为7秒(试样表面达到预热/拉伸温度所需的最佳时间估计)、15秒(试样在整个厚度上达到预热/拉伸温度所需的时间估计)和45秒(在大多数现有实验室拉伸机实验中所用的标准预热时间)。试验的条件列于表17中。该表表明每组研究变量的实施例编号。
表 17
| 预热/拉伸温度(℃) | 120 | 125 | 130 | 135 | 140 | 145 | 150 | 155 | 160 | 170 |
| 预热时间(秒) | 实施例编号 | |||||||||
| 7 | 204 | 205 | 206 | 207 | 208 | 209 | 210 | 211 | 212 | --- |
| 15 | 213 | 214 | 215 | 216 | 217 | 218 | 219 | --- | --- | --- |
| 45 | 220 | 221 | 222 | 223 | 224 | 225 | 226 | --- | 227 | 228 |
纵向拉伸以100%/秒的速度进行到拉伸比为1.50。在每个试样上画上油墨记号,以便能判断每个试样变形的均匀性。在所有试样拉伸后,目测评价它们的拉伸均匀度和发白(雾度)。对于相同预热时间产生的每一组实施例,可观察到在拉伸均匀性最佳时有一些中值或预热/拉伸温度,拉伸均匀性随温度的升高或降低连续下降。就雾度而言,在每组实施例中观察到有一个最先出现起雾的预热/拉伸温度,升高温度使雾度连续增加,直到试样变得相当白为止。结果列于表18中。
表 18
| 预热/拉伸温度(℃) | 120 | 125 | 130 | 135 | 140 | 145 | 150 | 155 | 160 | 170 |
| 预热时间(秒) | ||||||||||
| 7 | 最佳拉伸均匀性 | 最佳拉伸均匀性 | 开始起雾 | |||||||
| 15 | 最佳拉伸均匀性 | 开始起雾 | ||||||||
| 45 | 开始起雾 | 最佳拉伸均匀性 | 最佳拉伸均匀性 |
人们从这些结果中可清楚地看到,最佳拉伸均匀性时的温度(纵向取向机中的一个重要考虑因素)与预热时间呈相反关系。因此,当预热时间增加时,最佳拉伸均匀性时的温度从140-145℃慢慢降低到140℃再至135-140℃。然而,开始起雾与预热时间密切相关,最终出现在比最佳均匀拉伸温度更低的温度。然而可以清楚,在预热时间足够短的条件下,可以在还没有开始起雾时进行均匀的纵向取向拉伸。事实上,在实施例122-134、143-146或149-191的实验中,在纵向拉伸和拉幅间的薄膜中没有观察到起雾。
实施例229
如下实施例说明纵向取向膜中PET的可结晶性。
在纵向拉伸至拉伸比为1.5之前,在140℃对实施例208的薄膜预热7秒钟,然后在纵向夹紧时于150℃再加热45秒钟。纵向拉伸的透明薄膜的PET层象实施例201的平挤膜试样一样发白。这证实甚至在拉幅步骤在纵向取向步骤前进行时,也可能存在有助于制造透明、光滑、高模量薄膜的拉幅机预热膜的生产条件。
实施例230-235
如下的实施例表明用不同的层数制得的平挤膜性质。
用1-3/4英寸(4.4cm)挤塑机按类似于实施例1-24和89-103的技术制备PEN和PET的其它平挤膜卷。PEN树脂的IV约为0.50,PET树脂的IV约为0.80。用3/4英寸(1.91cm)的短颈管将挤塑物输送到多层供料头。使用12英寸(30.48cm)宽的Cloeren薄膜模头。在各实施例中将不同的组合嵌件用在供料头中,以提供奇数交替层:3、7、13、29和61的多层膜。象上述几个实施例中所做的一样,没有对供料头嵌件进行改进,来提供双倍厚的外层。所有的平挤膜将PEN用作最外层。
PEN树脂在约177℃干燥,然后在约293℃挤塑。PET树脂在约138℃干燥,然后在约282℃挤塑。颈管温度分别保持在约293℃和277℃。供料头和模头温度都保持在约282℃。平挤辊保持在约室温。总的挤出量约为80磅/小时。每种组合物含约80%PEN,平挤成约15密耳(38.1×10-3cm)厚。精确的数据列于表19中。
在用每种供料头嵌件制成的平挤膜中,将具有最佳外观的平挤膜卷起和保留,以备以后实验使用。在这些实验中用13和61层嵌件制得的最佳平挤膜具有与流变有关的表面缺陷。为了进行有效的比较,虽然用29层嵌件制备的某些平挤膜也有一些缺陷,但仍将其卷起和保留。用29层供料头也制得没有缺陷的平挤膜卷。详细情况列于表19中。
表 19
| 实施例编号 | 层数 | %PEN | 平挤厚度(密耳)(10-3cm) | 质量 |
| 230 | 3 | 80 | 15.8(40.13) | 好 |
| 231 | 7 | 81 | 15.3(38.86) | 好 |
| 232 | 13 | 81 | 15.1(38.35) | 稍有缺陷 |
| 233 | 29 | 81 | 18.0(45.72) | 好 |
| 234 | 29 | 82 | 16.3(41.40) | 有缺陷 |
| 235 | 61 | 80 | 15.2(38.61) | 有缺陷 |
实施例236-243
如下实施例说明层数对拉伸性的影响。
用实施例230-235中的平挤膜制备实验室拉伸用的试样。另外,用两种不同的单层PEN平挤膜制备试样,用作“对照物”。一种是实施例1的平挤膜。该平挤膜具有与实施例230-235中平挤膜相似的厚度,但使用较高IV的PEN。第二种对照平挤膜是实施例126-134实验开始时保留的、在PEN条件下挤塑的单层PEN。该膜较薄(9.7密耳(24.64×10-3cm)),但与实施例230-235的PEN IV相符。
用附加力传感器设备的实验室拉伸机测量UBSR。预热45秒钟后,拉伸按常规在150℃以100%/秒的速度沿纵向和横向同时进行。所有的试样都拉伸至标称双轴拉伸比为6.25。如果试样在拉伸到6.25拉伸比前断裂,实验的应力-应变曲线在试样断裂的瞬间显示突然的下降。该仪器的分辨率约为0.12拉伸比单位,精确度约为0.02单位。
对于每种材料,拉伸五个试样。五个试验中重复的拉伸比最高值被认为是UBSR。如果在五个试验中没有值被重复,进行附加的试验,直到所有值的上半部分中的一个值被重复为止。该方法消除了外部因素对数据的干扰(即试样边缘处的缺口)。在大多数情况下,在所得的最高值或次高值处进行重复。结果列于表20中。
表 20
| 实施例编号 | 平挤膜编号 | 层数 | 注 | UBSR |
| 236 | 1 | 单层PEN | 较高的IV | 5.51 |
| 237 | 237 | 单层PEN | 较小的厚度 | 5.40 |
| 238 | 230 | 3 | --- | 5.63 |
| 239 | 231 | 7 | --- | 6.00 |
| 240 | 232 | 13 | 稍有缺陷 | 6.24 |
| 241 | 233 | 29 | --- | 6.23 |
| 242 | 234 | 29 | 有缺陷 | 6.11 |
| 243 | 235 | 61 | 有缺陷 | 6.24 |
从完全成功的6.25倍拉伸中得到6.23或6.24的结果,其差别仅反映设备的精确度。从表20中的数据可清楚地看出,在实验室拉伸机的限制条件下,13、29和61层的结果大致相同。可以证明61层的结果比29层的结果更好,因为表面缺陷没有将性能降低到拉伸机极限以下的值。然而,7层的结果明显较差,3层的结果接近于普通单层PEN薄膜的结果。
这些结果表明,将层数至少增加到13层或更高可改善本发明多层膜的更强拉伸性的影响。当层数低达7层时仍可看到显著的影响,但对3层薄膜的影响可忽略不计。
实施例244-249
如下实施例表明对13层薄膜测得的USBR。
按类似于实施例230-243中的技术制备另外的平挤膜卷,并拉伸由此制得的试样。仅用13层供料头嵌件。制备含约60、70、75、80、85和90%PEN的平挤膜。平挤厚度控制在约10密耳(25.4×10-3cm),使之可与实施例237的单层PEN相比较。按实施例236-243的方法进行拉伸和测量UBSR。详细情况和结果列于表21中,为清楚起见,重复了实施例237的结果。
表 21
| 实施例编号 | %PEN | 平挤厚度(密耳)(10-3cm) | 平挤膜表面缺陷 | UBSR |
| 244 | 61 | 10.3(26.16) | 中等 | 5.76 |
| 245 | 70 | 10.3(26.16) | 中等 | 6.00 |
| 246 | 75 | 10.5(26.67) | 中等 | 6.12 |
| 247 | 81 | 10.0(25.4) | 少些 | 6.24 |
| 248 | 84 | 10.2(25.91) | 少些 | 6.00 |
| 249 | 91 | 9.9(25.15) | 中等 | 5.76 |
| 237 | 单层PEN | 9.7(24.64) | 无 | 5.40 |
由上表可知,13层薄膜显示表3和图3中29层系列中发现的相同倾向。由于使用的测量技术不同,所以UBSR的绝对值不同。另外,更高的拉伸性显然在约80%PEN处经过两组数据的最大值,而且当组成超过约60%PEN时,拉伸性能与单层PEN一样好或更好。
实施例250-251
如下实施例说明拉伸化多层膜的生产。
尝试在薄膜生产线上制备“拉伸化(tensilized)”的薄膜(纵向模量明显高于横向模量的薄膜)。条件类似于实施例122的条件,但有如下例外。PET在约129℃干燥。PET熔体流保持在约271℃。使用1英寸(2.54厘米)的颈管。使用实施例230-235中12英寸(30.5厘米)宽的Cloeren薄膜模头。供料头保持在与模头相同的温度(约288℃)。平挤辊保持在约32℃。实施例250和251中平挤膜的厚度分别为约13和9密耳。所有纵向取向机的加热辊保持在相同的温度(约107℃)。纵向取向机中的拉伸比限制在1.04。拉幅机中预热和拉伸区分别保持在约155℃和149℃。拉幅机的拉伸区中纵向和横向标称拉伸比分别为4.40和4.53。
该拉幅机配备了一种改进装置,可以在同时双轴拉伸后立即使第二次纵向拉伸的拉伸比为1.09。因此,总的纵向拉伸比为1.04×4.40×1.09或4.99。通过膜上油墨记号位移测得的纵向和横向真实拉伸比分别为5.15和5.10。第一热定形区保持在约210℃,第二热定形区保持在约204℃。冷却区保持在约66℃。薄膜在类似于实施例126-134的约束下松弛,所不同的是所有松弛发生在冷却区。松弛的标称横向拉伸比为4.24。
薄膜的厚度、生料模量、热收缩率、雾度和表面粗糙度(用Rodenstock法测量)列于表22中。给出薄膜两个表面的粗糙度值。两种薄膜的外观都稍有起雾。
表 22
| 实施例编号 | 厚度(密耳)(10-3cm) | 纵向生料模量,kpsi(106kPa) | 横向生料模量,kpsi(106kPa) | 150℃/15分钟纵向收缩率(%) | 150℃/15分钟横向收缩率(%) | 雾度(%) | RodenstockRa(nm) | RodenstockRq(nm) |
| 250 | 0.47(1.19) | 1036(7.14) | 733(5.05) | 3.76 | -(0.12) | 7.13 | 144170 | 210240 |
| 251 | 0.32(0.81) | 996(6.87) | 721(4.97) | 6.26 | 7292 | 104132 |
这些数据表明,对薄膜生产线的“第二次拉伸”改进在制造拉伸化薄膜时是成功的。与表10中实施例126-134的结果相比,纵向生料模量约高250-300kpsi(1.02-2.07×106kPa),横向模量基本上没有变化。如预料的那样,纵向收缩率有点高,横向收缩率仍接近于零。雾度大致相当于表10中的最佳实施例。这些结果表明,多层拉伸化的薄膜可用这些实施例的技术制备。
实施例252-259
如下实施例说明提高拉伸性的多层效应应用于依次拉伸法和同时拉伸法。
用实施例122(25层、80%PEN多层)和实施例237(单层PEN)中制得的平挤膜研究多层膜更高的拉伸性是否也适用于工业上更常见的依次拉伸法的问题。拉伸条件如前:在拉伸温度下预热45秒钟、在每个方向上的拉伸速度为100%/秒。依次拉伸试样,先在平挤膜的原纵向上拉伸,然后在横向上拉伸,拉伸步骤间没有间歇。
先检验实施例237的单层PEN,按依次方式测量其拉伸性能。预热/拉伸温度按5℃的增量从120℃变化到150℃。在每个温度下,设定实验室拉伸机,以便在两个方向上依次拉伸相同的特定拉伸比。如果试样断裂,以较低的拉伸比重复实验。如果试样没有断裂,以更高的拉伸比重复实验。拉伸比增量为0.1拉伸比单位。
当确定和再现成功和不成功拉伸间的界线时,把最高成功的拉伸比值看作依次方式的UBSR。同时也评价薄膜的拉伸均匀性。那些被认为是不均匀的薄膜在第二方向或横向上被非均匀地拉伸,沿纵向产生粗和细的条纹。例外是实施例252,它在第一方向或纵向上被非均匀地拉伸。结果列于表23中。
表 23
| 实施例编号 | 拉伸温度(℃) | UBSR | 注 |
| 252 | 120 | 4.0 | 纵向上不均匀 |
| 253 | 125 | 4.3 | 好 |
| 254 | 130 | 4.6 | 好 |
| 255 | 135 | 4.4 | 横向上不均匀 |
| 256 | 140 | 4.0 | 横向上不均匀 |
| 257 | 145 | 4.1 | 横向上不均匀 |
| 258 | 150 | 4.4 | 横向上不均匀 |
这些结果表明,拉伸PEN的最佳温度约为130℃。这与现有技术相一致。在130℃时,依次方式的UBSR最高,而且薄膜是均匀的。在130℃两侧UBSR都降低,但在145-150℃又有所上升,这是因为拉伸未结晶但过热的膜的结果开始导致“熔体状”拉伸。
然后在130℃最佳PEN温度下用相同的方法拉伸多层试样。这是实施例259。现已发现,实施例122中平挤膜的依次方式UBSR超过5.0。因此,提高拉伸性的多层效应确实适用于依次拉伸法和同时拉伸法。
上述的描述用来使本领域中普通技术人员理解本发明,而不是用来限制本发明。因为本发明范围内的各种改进对本领域中普通技术人员是显而易见的,所以本发明的范围只受所附权利要求书的限制。
Claims (30)
1.一种多层膜,它至少包含:
第一层和第三层;和
介于所述第一层和第三层之间的第二层,该层的聚合物选自聚对苯二甲酸酯和聚萘二甲酸酯;
其中所述的第二层至少在一个方向上取向到拉伸比高于所选聚合物单膜在相同温度和拉伸速度下所能达到的拉伸比。
2.根据权利要求1所述的膜,其中所述第一层和第三层至少其一在25℃至少在一个方向的模量至少为6.9×106kPa。
3.根据权利要求1所述的膜,其中所选聚合物是对聚苯二甲酸酯,而且,所述第一层和第三层中的至少一层包含聚萘二甲酸酯。
4.根据权利要求3所述的膜,其中所述第一层和第三层都包含聚萘二甲酸酯。
5.根据权利要求1所述的膜,其中所述膜至少在两个方向上取向到拉伸比高于所选聚合物单膜在相同温度和拉伸速度下所能达到的拉伸比。
6.根据权利要求1所述的膜,其中所述的膜具有多层,多层中的大多数按照至少一层含聚萘二甲酸酯层和至少一层含聚对苯二甲酸酯层的交替次序排列。
7.根据权利要求1所述的膜,其中所述的膜至少具有7层。
8.根据权利要求1所述的膜,这所述的膜至少具有13层。
9.根据权利要求1所述的膜,其中,所选聚合物是聚对苯二甲酸酯,而且,所述膜的两个表面都含有聚萘二甲酸酯。
10.根据权利要求1所述的膜,其中所述的膜的可逆热膨胀系数低于17.7ppm/℃。
11.根据权利要求1所述的膜,其中所述的膜的可逆热膨胀系数低于6.1ppm/℃。
12.根据权利要求1所述的膜,其中所述的膜的可逆热膨胀系数低于4.7ppm/℃。
13.根据权利要求1所述的膜,其中所述的膜的可逆吸湿膨胀系数低于10.1ppm/%RH。
14.根据权利要求1所述的膜,其中所述的膜的可逆吸湿膨胀系数低于9.8ppm/%RH。
15.根据权利要求1所述的膜,其中所述的膜的可逆吸湿膨胀系数低于9.3ppm/%RH。
16.根据权利要求3所述的膜,其中所述的膜包含按重量计至少40%所述聚萘二甲酸酯和不足5%所述聚对苯二甲酸酯。
17.根据权利要求16所述的膜,其中所述的膜包含按重量计60%至80%所述聚萘二甲酸酯和20%至40%所述聚对苯二甲酸酯。
18根据权利要求1所述的膜,其中所述膜25℃时的真实双轴拉伸比大于5.1。
19.根据权利要求18所述的膜,其中所述膜25℃时的真实双轴拉伸比大于5.4。
20.根据权利要求19所述的膜,其中所述膜在至少一个方向上的杨氏模量大于7.43×106kPa。
21.根据权利要求19所述的膜,其中所述膜在至少一个方向上的杨氏模量大于7.91×106kPa。
22.根据权利要求18所述的膜,其中所述膜在至少一个方向上的热定形模量大于8.11×106kPa。
23.根据权利要求19所述的膜,其中所述膜在至少一个方向上的热定形模量大于8.60×106kPa。
24.根据权利要求1所述的膜,其中所述膜在至少一个方向上的杨氏模量至少为8.94×106kPa。
25.根据权利要求1所述的膜,其中所选聚合物是聚对苯二甲酸酯,其特性粘度为0.6至1.1dL/g。
26.根据权利要求3所述的膜,其中所述聚萘二甲酸酯的特性粘度低于0.52dL/g。
27.根据权利要求3所述的膜,其中所述聚萘二甲酸酯的特性粘度至少为0.53dL/g。
28.根据权利要求1所述的膜,其中所述膜在150℃加热15分钟时的横向不可逆热收缩率低于2%。
29.根据权利要求1所述的膜,其中所述膜在150℃加热15分钟时的横向不可逆热收缩率低于0.1%。
30.根据权利要求28所述的膜,其中所述膜的标称双轴拉伸比至少为6.0。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/614,845 | 1996-03-08 | ||
| US08/614,845 US5968666A (en) | 1996-03-08 | 1996-03-08 | Multilayer polyester film |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1213340A CN1213340A (zh) | 1999-04-07 |
| CN1083329C true CN1083329C (zh) | 2002-04-24 |
Family
ID=24462948
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN97192877A Expired - Fee Related CN1083329C (zh) | 1996-03-08 | 1997-02-07 | 多层聚酯膜 |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US5968666A (zh) |
| EP (2) | EP0888217B1 (zh) |
| JP (1) | JP4035637B2 (zh) |
| KR (1) | KR100670705B1 (zh) |
| CN (1) | CN1083329C (zh) |
| AU (1) | AU2316097A (zh) |
| CA (1) | CA2247264A1 (zh) |
| DE (1) | DE69721511T2 (zh) |
| WO (1) | WO1997032726A1 (zh) |
Families Citing this family (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19720506A1 (de) * | 1997-05-15 | 1998-11-19 | Hoechst Diafoil Gmbh | Transparente Polyesterfolie mit hoher Sauerstoffbarriere, Verfahren zu ihrer Herstellung und ihre Verwendung |
| JPH11202446A (ja) * | 1998-01-12 | 1999-07-30 | Konica Corp | 写真用支持体及び写真材料 |
| US6197487B1 (en) * | 1998-06-03 | 2001-03-06 | Konica Corporation | Photographic support, silver halide photosensitive photographic material and thermally developable photosensitive photographic material |
| US6749785B2 (en) | 1998-09-01 | 2004-06-15 | E. I. Du Pont De Nemours And Company | Multilayer structures of poly(1,3-propylene 2,6 napthalate) and poly (ethylene terephthalate) |
| US6319587B1 (en) * | 1998-09-24 | 2001-11-20 | Toray Industries, Inc. | Biaxially-oriented polyester film |
| US6475608B2 (en) | 1998-11-16 | 2002-11-05 | Engelhard Corporation | Multi-layer iridescent films |
| US20020044351A1 (en) * | 2000-08-15 | 2002-04-18 | Reflexite Corporation | Light polarizer |
| US8054416B2 (en) * | 2000-08-15 | 2011-11-08 | Reflexite Corporation | Light polarizer |
| US20020130770A1 (en) * | 2000-12-29 | 2002-09-19 | Dennis Keyworth | Object sensor with integrally molded housing and method for making same |
| DE60208913T2 (de) * | 2001-09-11 | 2006-09-14 | DuPont Teijin Films U.S., Ltd. Partnership, Wilmington | Wärmestabilisierte polyethylennaphthalatfolie für flexible elektronische und opto-elektronische bauelemente |
| US7147927B2 (en) * | 2002-06-26 | 2006-12-12 | Eastman Chemical Company | Biaxially oriented polyester film and laminates thereof with copper |
| US20040005445A1 (en) * | 2002-07-02 | 2004-01-08 | Ou Yang David T. | Colored multi-layer films and decorative articles made therefrom |
| AU2003256358A1 (en) * | 2002-08-30 | 2004-03-19 | 3M Innovative Properties Company | Method of making writable erasable articles and articles therefrom |
| US6805048B2 (en) | 2002-08-30 | 2004-10-19 | 3M Innovative Properties Company | Method of marking a substrate using an electret stencil |
| US6908686B2 (en) * | 2002-11-26 | 2005-06-21 | Dupont Teijin Films U.S. Limited Partnership | PEN-PET-PEN polymeric film |
| US7385763B2 (en) * | 2005-04-18 | 2008-06-10 | 3M Innovative Properties Company | Thick film multilayer reflector with tailored layer thickness profile |
| KR101354011B1 (ko) * | 2005-08-18 | 2014-01-22 | 도레이 카부시키가이샤 | 적층 필름 및 성형체 |
| JP5319073B2 (ja) * | 2007-03-20 | 2013-10-16 | 帝人デュポンフィルム株式会社 | 固体高分子電解質膜補強用二軸配向ポリエステルフィルム |
| JP4922874B2 (ja) * | 2007-09-07 | 2012-04-25 | 帝人デュポンフィルム株式会社 | ポリエステル系フィルム |
| JP2009196356A (ja) * | 2008-01-23 | 2009-09-03 | Fujifilm Corp | ポリマフィルムの延伸方法 |
| EP2133202A1 (de) | 2008-06-11 | 2009-12-16 | Bayer MaterialScience AG | Mehrschichtige optische Folienaufbauten mit verbesserten Eigenschaften und deren Verwendung |
| EP2552690B1 (en) * | 2010-03-26 | 2019-01-02 | 3M Innovative Properties Company | Textured film and process for manufacture thereof |
| US9069136B2 (en) | 2010-06-30 | 2015-06-30 | 3M Innovative Properties Company | Optical stack having birefringent layer of optically symmetrical crystallites |
| KR101821841B1 (ko) | 2010-06-30 | 2018-01-24 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 다층 광학 필름 |
| WO2013082020A1 (en) * | 2011-11-28 | 2013-06-06 | 3M Innovative Properties Company | Method of making polarizing beam splitters providing high resolution images and systems utilizing such beam splitters |
| US9081147B2 (en) | 2012-01-03 | 2015-07-14 | 3M Innovative Properties Company | Effective media retarder films with spatially selective birefringence reduction |
| WO2013165726A1 (en) | 2012-05-03 | 2013-11-07 | 3M Innovative Properties Company | Durable solar mirror films |
| CN109111585A (zh) * | 2012-05-14 | 2019-01-01 | 东洋纺株式会社 | 聚酯薄膜的制造方法 |
| DE102013016857A1 (de) | 2013-10-10 | 2015-04-16 | Klöckner Pentaplast Gmbh | Mehrlagige Schrumpffolie aus Polyester mit verbesserten Verarbeitungseigenschaften |
| JP6565907B2 (ja) * | 2014-05-30 | 2019-08-28 | 日本ゼオン株式会社 | 複層フィルム及び巻回体 |
| US9834713B2 (en) | 2016-02-23 | 2017-12-05 | 3M Innovative Properties Company | Oriented thermally conductive dielectric film |
| KR102466413B1 (ko) * | 2016-09-29 | 2022-11-11 | 코오롱인더스트리 주식회사 | 폴리에스테르 다층필름 및 이의 제조방법 |
| US10870738B2 (en) | 2016-12-27 | 2020-12-22 | Mitsui Chemicals, Inc. | Polyester sheet |
| JP7238946B2 (ja) * | 2017-11-20 | 2023-03-14 | 東洋紡株式会社 | 多層積層フィルム、それを用いた輝度向上部材および偏光板 |
| KR102261821B1 (ko) | 2018-04-30 | 2021-06-08 | 에스케이씨 주식회사 | 열수축 필름 및 이를 이용한 폴리에스테르 용기의 재생 방법 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5077121A (en) * | 1988-10-27 | 1991-12-31 | Shell Oil Company | High strength high modulus polyolefin composite with improved solid state drawability |
| EP0678554A1 (en) * | 1988-11-08 | 1995-10-25 | Mitsui Petrochemical Industries, Ltd. | Copolyester, polyester composition containing the copolyester, and polyester laminated structure having layer composed of the copolyester or the polyester composition |
Family Cites Families (65)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3720732A (en) * | 1968-09-23 | 1973-03-13 | Minnesota Mining & Mfg | Biaxially oriented polycarbonate modified polyester film |
| US3565985A (en) * | 1969-04-10 | 1971-02-23 | Dow Chemical Co | Method of preparing multilayer plastic articles |
| US3801429A (en) * | 1969-06-06 | 1974-04-02 | Dow Chemical Co | Multilayer plastic articles |
| US3610729A (en) * | 1969-06-18 | 1971-10-05 | Polaroid Corp | Multilayered light polarizer |
| US3884606A (en) * | 1971-10-01 | 1975-05-20 | Dow Chemical Co | Apparatus for multilayer coextrusion of sheet or film |
| US4150079A (en) * | 1977-08-22 | 1979-04-17 | Owens-Illinois, Inc. | Method for controlling crystallization in thermoplastic materials |
| US4310584A (en) * | 1979-12-26 | 1982-01-12 | The Mearl Corporation | Multilayer light-reflecting film |
| US5018048A (en) * | 1983-12-19 | 1991-05-21 | Spectrum Control, Inc. | Miniaturized monolithic multi-layer capacitor and apparatus and method for making |
| US5032461A (en) * | 1983-12-19 | 1991-07-16 | Spectrum Control, Inc. | Method of making a multi-layered article |
| US5125138A (en) * | 1983-12-19 | 1992-06-30 | Spectrum Control, Inc. | Miniaturized monolithic multi-layer capacitor and apparatus and method for making same |
| US4605727A (en) * | 1984-03-09 | 1986-08-12 | Director General Of The Agency Of Industrial Science And Technology | High modulus polyester |
| US4851508A (en) * | 1986-07-02 | 1989-07-25 | Toyo Boseki Kabushiki Kaisha | Polyester fibers having high strength and high modulus and process for producing the same |
| JPS63197643A (ja) * | 1987-02-12 | 1988-08-16 | 帝人株式会社 | 複合ポリエステルフイルム |
| JPS63212549A (ja) * | 1987-03-02 | 1988-09-05 | 帝人株式会社 | 磁気記録フレキシブルデイスク用複合フイルム |
| US4847033A (en) * | 1988-02-16 | 1989-07-11 | Eastman Kodak Company | Process for improving dimensional stability of polymeric films useful in optical disk assemblies |
| JP2524800B2 (ja) * | 1988-03-07 | 1996-08-14 | 昭和シェル石油株式会社 | 圧力晶析法によるナフタレンのメチル誘導体の分離方法 |
| JPH0278545A (ja) * | 1988-09-14 | 1990-03-19 | Toray Ind Inc | 二軸配向熱可塑性樹脂フィルム |
| US4937134A (en) * | 1989-04-17 | 1990-06-26 | The Dow Chemical Company | Elastomeric optical interference films |
| DE69005695T2 (de) * | 1989-05-15 | 1994-08-04 | Unitika Ltd | Polyesterfilm. |
| US5122905A (en) * | 1989-06-20 | 1992-06-16 | The Dow Chemical Company | Relective polymeric body |
| US5486949A (en) * | 1989-06-20 | 1996-01-23 | The Dow Chemical Company | Birefringent interference polarizer |
| US5262894A (en) * | 1989-06-20 | 1993-11-16 | The Dow Chemical Company | Multicomponent, multilayer polymeric reflective bodies |
| JPH03224722A (ja) * | 1989-08-18 | 1991-10-03 | Toyobo Co Ltd | 複合化フイルムの製造法 |
| JPH0396343A (ja) * | 1989-09-08 | 1991-04-22 | Diafoil Co Ltd | 複合ポリエステルフィルム |
| US4963644A (en) * | 1989-09-18 | 1990-10-16 | The Goodyear Tire & Rubber Company | Process for crystallization of polyethylene naphthalate |
| US5149578A (en) * | 1989-12-26 | 1992-09-22 | The Dow Chemical Company | Multilayer film for tamper indication by use of optical interference reflection |
| US5278694A (en) * | 1990-01-11 | 1994-01-11 | The Dow Chemical Company | Optically dissimilar composition for polymeric reflective bodies |
| JPH03284493A (ja) * | 1990-03-30 | 1991-12-16 | Honda Motor Co Ltd | 練習車用表示装置 |
| US5095210A (en) * | 1990-04-06 | 1992-03-10 | The Dow Chemical Company | Multilayer film indicator for determining the integrity or authenticity of an item and process for using same |
| DE4015658A1 (de) * | 1990-05-16 | 1991-11-21 | Hoechst Ag | Oberflaechenstrukturierte folie aus thermoplastischem kunststoff und verfahren zu ihrer herstellung |
| US5126880A (en) * | 1990-12-18 | 1992-06-30 | The Dow Chemical Company | Polymeric reflective bodies with multiple layer types |
| US5094788A (en) * | 1990-12-21 | 1992-03-10 | The Dow Chemical Company | Interfacial surface generator |
| US5217794A (en) * | 1991-01-22 | 1993-06-08 | The Dow Chemical Company | Lamellar polymeric body |
| JPH04316843A (ja) * | 1991-04-17 | 1992-11-09 | Toray Ind Inc | 積層ポリエステルフイルム |
| US5187216A (en) * | 1991-04-18 | 1993-02-16 | Eastman Kodak Company | Process for the preparation of crystalline copolyesters |
| IT1260589B (it) * | 1991-07-18 | 1996-04-16 | Donegani Guido Ist | Poliesteri a bassa velocita' di cristallizzazione e procedimento per la loro preparazione. |
| EP0595814A1 (en) * | 1991-07-25 | 1994-05-11 | Hoechst Celanese Corporation | Copolyesters for high modulus fibers |
| US5453321A (en) * | 1991-07-25 | 1995-09-26 | Hoechst Celanese Corp. | High molecular weight copolyesters for high modulus fibers |
| JP2803771B2 (ja) * | 1992-03-27 | 1998-09-24 | 東レ株式会社 | 二軸配向積層フイルム |
| JP3078117B2 (ja) * | 1992-07-14 | 2000-08-21 | 花王株式会社 | ポリエステルフィルムの製造方法 |
| US5307395A (en) * | 1992-09-30 | 1994-04-26 | The United States Of America As Represented By The Secretary Of The Navy | Low-damage multilayer mirror for the soft X-ray region |
| US5269995A (en) * | 1992-10-02 | 1993-12-14 | The Dow Chemical Company | Coextrusion of multilayer articles using protective boundary layers and apparatus therefor |
| US5290913A (en) * | 1992-10-08 | 1994-03-01 | Carrier Vibrating Equipment, Inc. | Method and apparatus for the heat treatment of material |
| JPH08504386A (ja) * | 1992-12-09 | 1996-05-14 | ヘキスト・アクチェンゲゼルシャフト | 艶だし、光学および耐候性用途用の二軸延伸penbbフィルム |
| JPH06198828A (ja) * | 1993-01-05 | 1994-07-19 | Teijin Ltd | 易接着性積層フイルムの製造法 |
| JPH06210722A (ja) * | 1993-01-14 | 1994-08-02 | Toray Ind Inc | 二軸配向積層ポリエステルフィルム |
| EP0616320B1 (en) * | 1993-03-16 | 2000-05-31 | Teijin Limited | Magnetic tape for use in cassette for digital audio tape recorder and biaxially oriented polyester base film therefor |
| DE4313510A1 (de) * | 1993-04-24 | 1994-10-27 | Hoechst Ag | Polyesterrohstoff und daraus hergestellte Folie |
| JPH06320693A (ja) * | 1993-05-11 | 1994-11-22 | Toray Ind Inc | 積層ポリエステルフイルム |
| US5389324A (en) * | 1993-06-07 | 1995-02-14 | The Dow Chemical Company | Layer thickness gradient control in multilayer polymeric bodies |
| US5431972A (en) * | 1993-10-22 | 1995-07-11 | Shell Oil Company | Nucleation of crystallization in polyesters |
| US5320888A (en) * | 1993-11-12 | 1994-06-14 | E. I. Du Pont De Nemours And Company | Fluoroelastomer laminates |
| US5882774A (en) * | 1993-12-21 | 1999-03-16 | Minnesota Mining And Manufacturing Company | Optical film |
| DE69435174D1 (de) * | 1993-12-21 | 2009-01-15 | Minnesota Mining & Mfg | Mehrschichtiger optischer Film |
| US5425964A (en) * | 1994-07-22 | 1995-06-20 | Rockwell International Corporation | Deposition of multiple layer thin films using a broadband spectral monitor |
| JPH0885150A (ja) * | 1994-09-20 | 1996-04-02 | Toray Ind Inc | ポリエステルフィルムおよびその製法 |
| JPH0911429A (ja) * | 1995-04-24 | 1997-01-14 | Toray Ind Inc | メタル塗布型磁気媒体用ポリエステルフィルム |
| US5532335A (en) * | 1995-04-26 | 1996-07-02 | Hosokawa Bepex Corporation | Method for thermally processing polyester pellets |
| US5523361A (en) * | 1995-08-31 | 1996-06-04 | Shell Oil Company | Process for crystallizing polyethylene naphthalate |
| US5783283A (en) | 1996-03-08 | 1998-07-21 | Minnesota Mining And Manufacturing Company | Multilayer polyester film with a low coefficient of friction |
| US5795528A (en) | 1996-03-08 | 1998-08-18 | Minnesota Mining And Manufacturing Company | Method for making a multilayer polyester film having a low coefficient of friction |
| US5759467A (en) | 1996-03-08 | 1998-06-02 | Minnesota Mining And Manufacturing Company | Method for making multilayer polyester film |
| JPH09300565A (ja) * | 1996-05-09 | 1997-11-25 | Konica Corp | 配向積層ポリエステル支持体の製造方法 |
| US5750644A (en) * | 1996-10-30 | 1998-05-12 | Shell Oil Company | Process for the crystallization of polyethylene naphthalate prepolymers and the solid stating of those crystallized prepolymers |
| US5744578A (en) * | 1997-04-02 | 1998-04-28 | Shell Oil Company | Process for the crystallization of polyethylene naphthalate prepolymers and the solid stating of those crystallized prepolymers |
-
1996
- 1996-03-08 US US08/614,845 patent/US5968666A/en not_active Expired - Lifetime
-
1997
- 1997-02-07 CN CN97192877A patent/CN1083329C/zh not_active Expired - Fee Related
- 1997-02-07 DE DE69721511T patent/DE69721511T2/de not_active Expired - Fee Related
- 1997-02-07 AU AU23160/97A patent/AU2316097A/en not_active Abandoned
- 1997-02-07 EP EP97915833A patent/EP0888217B1/en not_active Expired - Lifetime
- 1997-02-07 WO PCT/US1997/002055 patent/WO1997032726A1/en not_active Application Discontinuation
- 1997-02-07 JP JP53176497A patent/JP4035637B2/ja not_active Expired - Fee Related
- 1997-02-07 EP EP02028976A patent/EP1332869A1/en not_active Withdrawn
- 1997-02-07 KR KR1019980707071A patent/KR100670705B1/ko not_active IP Right Cessation
- 1997-02-07 CA CA002247264A patent/CA2247264A1/en not_active Abandoned
-
1998
- 1998-09-15 US US09/153,373 patent/US6203921B1/en not_active Expired - Lifetime
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5077121A (en) * | 1988-10-27 | 1991-12-31 | Shell Oil Company | High strength high modulus polyolefin composite with improved solid state drawability |
| EP0678554A1 (en) * | 1988-11-08 | 1995-10-25 | Mitsui Petrochemical Industries, Ltd. | Copolyester, polyester composition containing the copolyester, and polyester laminated structure having layer composed of the copolyester or the polyester composition |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2316097A (en) | 1997-09-22 |
| KR19990087622A (ko) | 1999-12-27 |
| CN1213340A (zh) | 1999-04-07 |
| EP0888217B1 (en) | 2003-05-02 |
| JP4035637B2 (ja) | 2008-01-23 |
| DE69721511T2 (de) | 2004-04-08 |
| US5968666A (en) | 1999-10-19 |
| CA2247264A1 (en) | 1997-09-12 |
| EP0888217A1 (en) | 1999-01-07 |
| WO1997032726A1 (en) | 1997-09-12 |
| JP2000506084A (ja) | 2000-05-23 |
| DE69721511D1 (de) | 2003-06-05 |
| US6203921B1 (en) | 2001-03-20 |
| EP1332869A1 (en) | 2003-08-06 |
| KR100670705B1 (ko) | 2008-03-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1083329C (zh) | 多层聚酯膜 | |
| CN1077844C (zh) | 具有低摩擦系数的多层聚酯膜 | |
| CN1100670C (zh) | 具有低摩擦系数的多层聚酯膜的制备方法 | |
| CN1272645C (zh) | 含有多层光学薄膜的制品 | |
| CN1178076C (zh) | 后成形的连续相/分散相光学体及其制备方法 | |
| CN1268947C (zh) | 光学膜及其制造方法 | |
| CN1106263C (zh) | 一种双轴取向聚酯薄膜及其制造方法 | |
| JP4275138B2 (ja) | 反射板用ポリエステルフィルム | |
| CN1781694A (zh) | 光学膜及其制造方法 | |
| TWI406766B (zh) | 成型用積層聚酯薄膜及其製法 | |
| US7514140B2 (en) | Acrylic film for lens substrate, lens film using the same lens sheet | |
| CN1218738A (zh) | 双轴取向聚酯膜及其制备方法 | |
| CN1748162A (zh) | 聚合物光学薄膜 | |
| CN1197818A (zh) | 聚酯薄膜及其制造方法 | |
| CN102015846B (zh) | 不透明聚酯薄膜的制造方法 | |
| CN1655927A (zh) | 剥离膜 | |
| CN1914275A (zh) | 双轴取向膜 | |
| KR20080084723A (ko) | 반사판용 폴리에스테르 필름 | |
| CN1748176A (zh) | 用于液晶显示器的补偿器 | |
| JP5234689B2 (ja) | 成型同時転写用ポリエステルフィルム | |
| JP2011093258A (ja) | 艶消し樹脂フィルム | |
| CN1212227C (zh) | 聚酯薄膜及其制备方法 | |
| JP2010138261A (ja) | 合わせガラス用ポリエステルフィルムおよびその積層体 | |
| CN1213310C (zh) | 投影透镜 | |
| CN1688430A (zh) | 含有连续相和分散相的高增益光学器件的制备方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20020424 Termination date: 20140207 |