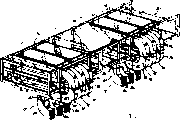
CN1240892C - 用于制造非织造布和多层粘合布的气流控制系统 - Google Patents
用于制造非织造布和多层粘合布的气流控制系统 Download PDFInfo
- Publication number
- CN1240892C CN1240892C CNB011386797A CN01138679A CN1240892C CN 1240892 C CN1240892 C CN 1240892C CN B011386797 A CNB011386797 A CN B011386797A CN 01138679 A CN01138679 A CN 01138679A CN 1240892 C CN1240892 C CN 1240892C
- Authority
- CN
- China
- Prior art keywords
- air
- suction inlet
- melt
- inner space
- flow
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/56—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving in association with fibre formation, e.g. immediately following extrusion of staple fibres
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/098—Melt spinning methods with simultaneous stretching
- D01D5/0985—Melt spinning methods with simultaneous stretching by means of a flowing gas (e.g. melt-blowing)
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/02—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/16—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion
Abstract
Description
Claims (29)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/750,820 | 2000-12-28 | ||
| US09/750,820 US6499982B2 (en) | 2000-12-28 | 2000-12-28 | Air management system for the manufacture of nonwoven webs and laminates |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1362601A CN1362601A (zh) | 2002-08-07 |
| CN1240892C true CN1240892C (zh) | 2006-02-08 |
Family
ID=25019296
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB011386797A Expired - Fee Related CN1240892C (zh) | 2000-12-28 | 2001-12-28 | 用于制造非织造布和多层粘合布的气流控制系统 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US6499982B2 (zh) |
| EP (2) | EP1548167A1 (zh) |
| JP (1) | JP4287610B2 (zh) |
| CN (1) | CN1240892C (zh) |
| DE (1) | DE60109726T2 (zh) |
| TW (1) | TW589418B (zh) |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6220843B1 (en) | 1998-03-13 | 2001-04-24 | Nordson Corporation | Segmented die for applying hot melt adhesives or other polymer melts |
| US6499982B2 (en) * | 2000-12-28 | 2002-12-31 | Nordson Corporation | Air management system for the manufacture of nonwoven webs and laminates |
| DE10200406A1 (de) * | 2002-01-08 | 2003-07-24 | Zimmer Ag | Spinnvorrichtung und -verfahren mit turbulenter Kühlbeblasung |
| DE10204381A1 (de) * | 2002-01-28 | 2003-08-07 | Zimmer Ag | Ergonomische Spinnanlage |
| US6799957B2 (en) * | 2002-02-07 | 2004-10-05 | Nordson Corporation | Forming system for the manufacture of thermoplastic nonwoven webs and laminates |
| DE50211736D1 (de) † | 2002-02-28 | 2008-04-03 | Reifenhaeuser Gmbh & Co Kg | Anlage zur kontinuierlichen Herstellung einer Spinnvliesbahn |
| ES2290209T3 (es) * | 2002-02-28 | 2008-02-16 | REIFENHAUSER GMBH & CO. KG MASCHINENFABRIK | Instalacion de fundicion por soplado. |
| DE10213007A1 (de) * | 2002-03-22 | 2003-10-09 | Zimmer Ag | Verfahren und Vorrichtung zur Regelung des Raumklimas bei einem Spinnprozess |
| DE10223268B4 (de) * | 2002-05-24 | 2006-06-01 | Zimmer Ag | Benetzungseinrichtung und Spinnanlage mit Benetzungseinrichtung |
| FR2853331B1 (fr) * | 2003-04-01 | 2005-06-24 | Thibeau | Machine pour la fabrication d'un non-tisse par voie aeraulique, comportant des moyens pour une aspiration degressive |
| US20050087900A1 (en) * | 2003-10-23 | 2005-04-28 | Nordson Corporation | Spundbonding spin pack characterized by uniform polymer distribution and method of use |
| US7008363B2 (en) | 2003-10-31 | 2006-03-07 | Nordson Corporation | Apparatus and methods for folding a nonbonded nonwoven web |
| US7320581B2 (en) * | 2003-11-17 | 2008-01-22 | Aktiengesellschaft Adolph Saurer | Stabilized filament drawing device for a meltspinning apparatus |
| US7172398B2 (en) * | 2003-11-17 | 2007-02-06 | Aktiengesellschaft Adolph Saurer | Stabilized filament drawing device for a meltspinning apparatus and meltspinning apparatus including such stabilized filament drawing devices |
| US20050130540A1 (en) * | 2003-12-15 | 2005-06-16 | Nordson Corporation | Multicomponent spunbond filaments having a melt-processable superabsorbent polymer core |
| US20050197027A1 (en) * | 2004-03-04 | 2005-09-08 | Nordson Corporation | Bloused spunbond laminate |
| DE102004024030A1 (de) * | 2004-05-13 | 2005-12-08 | Zimmer Ag | Lyocell-Verfahren mit polymerisationsgradabhängiger Einstellung der Verarbeitungsdauer |
| DE102004024028B4 (de) * | 2004-05-13 | 2010-04-08 | Lenzing Ag | Lyocell-Verfahren und -Vorrichtung mit Presswasserrückführung |
| CN1314392C (zh) * | 2004-07-13 | 2007-05-09 | 东华大学 | 用于人体局部麻醉的局部麻醉熔喷布及制备方法 |
| US8964997B2 (en) * | 2005-05-18 | 2015-02-24 | Bose Corporation | Adapted audio masking |
| FR2935991B1 (fr) * | 2008-09-16 | 2010-10-22 | Rieter Perfojet | Procede et installation de production d'un voile de non tisse avec depoussierage. |
| US8218783B2 (en) * | 2008-12-23 | 2012-07-10 | Bose Corporation | Masking based gain control |
| US8229125B2 (en) * | 2009-02-06 | 2012-07-24 | Bose Corporation | Adjusting dynamic range of an audio system |
| EP2718492B1 (de) * | 2011-06-09 | 2019-01-16 | Oerlikon Textile GmbH & Co. KG | Vorrichtung zum erzeugen eines faserproduktes durch ablegen schmelzgesponnener fasern |
| CN103451747A (zh) * | 2013-08-22 | 2013-12-18 | 中润科技股份有限公司 | 变频纺丝工艺 |
| US10240257B2 (en) * | 2014-09-15 | 2019-03-26 | Clarcor Inc. | Systems and methods for controlled laydown of materials in a fiber production system |
| JP6687124B2 (ja) * | 2016-11-29 | 2020-04-22 | セイコーエプソン株式会社 | ウェブ形成装置およびシート製造装置 |
| TWI827634B (zh) | 2018-07-17 | 2024-01-01 | 奧地利商蘭仁股份有限公司 | 用於從紡絲黏合織物之生產中的處理空氣分離溶劑之方法及裝置 |
| PL3771763T3 (pl) * | 2019-07-30 | 2022-04-04 | Reifenhäuser GmbH & Co. KG Maschinenfabrik | Urządzenie i sposób do wytwarzania włókniny z włókien karbikowanych |
| PL3771762T3 (pl) * | 2019-07-30 | 2021-11-08 | Reifenhäuser GmbH & Co. KG Maschinenfabrik | Urządzenie i sposób do wytwarzania włókniny z włókien |
| DE102020106532A1 (de) * | 2020-03-10 | 2021-09-16 | Reifenhäuser GmbH & Co. KG Maschinenfabrik | Verschwenkbare Siebbandeinrichtung |
| CN112593298B (zh) * | 2020-12-25 | 2021-07-13 | 中山润晖机械科技有限公司 | 纺熔非织造布生产用匀风制冷设备 |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2933152A (en) * | 1958-07-18 | 1960-04-19 | Arvell A Carpenter | Central vacuum cleaning unit |
| US3158668A (en) | 1960-12-19 | 1964-11-24 | Earl A N Johnson | Method and apparatus for mat forming |
| US3748693A (en) * | 1971-03-26 | 1973-07-31 | Georgia Pacific Corp | Apparatus for making nonwoven fibrous webs |
| JPS526381B2 (zh) | 1972-07-25 | 1977-02-22 | ||
| US4352649A (en) | 1980-03-20 | 1982-10-05 | Scan-Web I/S | Apparatus for producing a non-woven web from particles and/or fibers |
| US4353686A (en) | 1981-01-19 | 1982-10-12 | Formica Corporation | Apparatus for air-layer fibrous webs |
| US4432714A (en) * | 1982-08-16 | 1984-02-21 | Armstrong World Industries, Inc. | Apparatus for forming building materials comprising non-woven webs |
| US4526733A (en) * | 1982-11-17 | 1985-07-02 | Kimberly-Clark Corporation | Meltblown die and method |
| US4663220A (en) | 1985-07-30 | 1987-05-05 | Kimberly-Clark Corporation | Polyolefin-containing extrudable compositions and methods for their formation into elastomeric products including microfibers |
| DE3738326A1 (de) * | 1987-04-25 | 1988-11-10 | Reifenhaeuser Masch | Spinnvliesanlage zur herstellung eines spinnvlieses aus synthetischem endlosfilament |
| EP0418493A1 (en) | 1989-07-28 | 1991-03-27 | Fiberweb North America, Inc. | A nonwoven composite fabric combined by hydroentangling and a method of manufacturing the same |
| US5366793A (en) * | 1992-04-07 | 1994-11-22 | Kimberly Clark Co | Anisotropic nonwoven fibrous web |
| DE4312309C2 (de) | 1993-04-15 | 1995-06-08 | Reifenhaeuser Masch | Verfahren und Vorrichtungen zur Herstellung eines Spinnvlies-Flächenproduktes |
| DE4312419C2 (de) * | 1993-04-16 | 1996-02-22 | Reifenhaeuser Masch | Anlage für die Herstellung einer Spinnvliesbahn aus aerodynamischen verstreckten Filamenten aus Kunststoff |
| DE4332345C2 (de) | 1993-09-23 | 1995-09-14 | Reifenhaeuser Masch | Verfahren und Vliesblasanlage zur Herstellung von einem Spinnvlies mit hoher Filamentgeschwindigkeit |
| US5498463A (en) | 1994-03-21 | 1996-03-12 | Kimberly-Clark Corporation | Polyethylene meltblown fabric with barrier properties |
| DE19612142C1 (de) * | 1996-03-27 | 1997-10-09 | Reifenhaeuser Masch | Anlage zur Herstellung einer Spinnvliesbahn aus Kunststoffilamenten |
| DE19620379C2 (de) | 1996-05-21 | 1998-08-13 | Reifenhaeuser Masch | Anlage zur kontinuierlichen Herstellung einer Spinnvliesbahn |
| US5935612A (en) | 1996-06-27 | 1999-08-10 | Kimberly-Clark Worldwide, Inc. | Pneumatic chamber having grooved walls for producing uniform nonwoven fabrics |
| US6368533B1 (en) | 1997-12-22 | 2002-04-09 | Kimberly-Clark Worldwide, Inc. | Process for forming films, fibers and base webs from thermoset polymers |
| US5984990A (en) * | 1998-02-27 | 1999-11-16 | Mcdonald; Kevin | Dustfree workbench for golf club shafts including underlying air filtration system |
| US6338814B1 (en) | 1999-02-02 | 2002-01-15 | Hills, Inc. | Spunbond web formation |
| US6331268B1 (en) | 1999-08-13 | 2001-12-18 | First Quality Nonwovens, Inc. | Nonwoven fabric with high CD elongation and method of making same |
| DE19940333B4 (de) * | 1999-08-25 | 2004-03-25 | Reifenhäuser GmbH & Co Maschinenfabrik | Anlage für die Herstellung einer Spinnvliesbahn aus Kunststoffilamenten |
| US6502615B1 (en) | 1999-12-22 | 2003-01-07 | Nordson Corporation | Apparatus for making an absorbent composite product |
| US6592713B2 (en) | 2000-12-18 | 2003-07-15 | Sca Hygiene Products Ab | Method of producing a nonwoven material |
| US6499982B2 (en) | 2000-12-28 | 2002-12-31 | Nordson Corporation | Air management system for the manufacture of nonwoven webs and laminates |
| US6799957B2 (en) * | 2002-02-07 | 2004-10-05 | Nordson Corporation | Forming system for the manufacture of thermoplastic nonwoven webs and laminates |
| ES2290209T3 (es) | 2002-02-28 | 2008-02-16 | REIFENHAUSER GMBH & CO. KG MASCHINENFABRIK | Instalacion de fundicion por soplado. |
| DE50211736D1 (de) * | 2002-02-28 | 2008-04-03 | Reifenhaeuser Gmbh & Co Kg | Anlage zur kontinuierlichen Herstellung einer Spinnvliesbahn |
-
2000
- 2000-12-28 US US09/750,820 patent/US6499982B2/en not_active Expired - Fee Related
-
2001
- 2001-12-12 EP EP05102472A patent/EP1548167A1/en not_active Withdrawn
- 2001-12-12 EP EP01129610A patent/EP1225263B1/en not_active Expired - Lifetime
- 2001-12-12 DE DE60109726T patent/DE60109726T2/de not_active Expired - Lifetime
- 2001-12-19 TW TW090131498A patent/TW589418B/zh not_active IP Right Cessation
- 2001-12-28 JP JP2001399358A patent/JP4287610B2/ja not_active Expired - Fee Related
- 2001-12-28 CN CNB011386797A patent/CN1240892C/zh not_active Expired - Fee Related
-
2002
- 2002-12-17 US US10/321,735 patent/US7001567B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN1362601A (zh) | 2002-08-07 |
| US7001567B2 (en) | 2006-02-21 |
| US6499982B2 (en) | 2002-12-31 |
| JP2002227069A (ja) | 2002-08-14 |
| DE60109726T2 (de) | 2006-04-27 |
| EP1225263B1 (en) | 2005-03-30 |
| US20020086072A1 (en) | 2002-07-04 |
| EP1548167A1 (en) | 2005-06-29 |
| EP1225263A2 (en) | 2002-07-24 |
| JP4287610B2 (ja) | 2009-07-01 |
| TW589418B (en) | 2004-06-01 |
| US20030085493A1 (en) | 2003-05-08 |
| DE60109726D1 (de) | 2005-05-04 |
| EP1225263A3 (en) | 2002-11-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1240892C (zh) | 用于制造非织造布和多层粘合布的气流控制系统 | |
| JP4291698B2 (ja) | 熱可塑性不織ウェブおよび積層体を製造する形成システム | |
| CA1282921C (en) | Apparatus for making a spun-filament fleece | |
| RU2694912C1 (ru) | Устройство и способ для изготовления фильерного нетканого материала из непрерывных элементарных нитей | |
| IL266791A (en) | Facility and method for making nonwoven fabrics from continuous fibers | |
| US7037097B2 (en) | Methods and apparatus for controlling airflow in a fiber extrusion system | |
| CA3041248C (en) | Apparatus for making spunbonded nonwovens from continuous filaments | |
| CN1846023A (zh) | 用于收集作为均匀絮片的连续的纤维的工艺和设备 | |
| KR20180118190A (ko) | 부직포의 제조 장치 및 부직포의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| ASS | Succession or assignment of patent right |
Owner name: ACTAEON GESELLSCHAFT ADOLF SAURER CO.,LTD. Free format text: FORMER OWNER: NORDSON CORP Effective date: 20080530 |
|
| C41 | Transfer of patent application or patent right or utility model | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20080530 Address after: Swiss Alban Patentee after: Saurer Ag Adolph Address before: ohio Patentee before: Nordson Corp. |
|
| ASS | Succession or assignment of patent right |
Owner name: OERLIKON TEXTILE GMBH + CO. KG Free format text: FORMER OWNER: ACTAEON GESELL SHAFT ADOLF SAURER CORPORATION Effective date: 20110323 |
|
| C41 | Transfer of patent application or patent right or utility model | ||
| COR | Change of bibliographic data |
Free format text: CORRECT: ADDRESS; FROM: ARBON, SWITZERLAND TO: REMSCHEID, GERMANY |
|
| TR01 | Transfer of patent right |
Effective date of registration: 20110323 Address after: Remscheid Patentee after: Oerlikon Textile GmbH & Co. KG Address before: Swiss Alban Patentee before: Saurer Ag Adolph |
|
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20060208 Termination date: 20121228 |