CN1278202A - 用于研磨制品的支承座及使用方法 - Google Patents
用于研磨制品的支承座及使用方法 Download PDFInfo
- Publication number
- CN1278202A CN1278202A CN98810884A CN98810884A CN1278202A CN 1278202 A CN1278202 A CN 1278202A CN 98810884 A CN98810884 A CN 98810884A CN 98810884 A CN98810884 A CN 98810884A CN 1278202 A CN1278202 A CN 1278202A
- Authority
- CN
- China
- Prior art keywords
- supporting base
- abrasive article
- opening
- releasedly
- installation shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B45/00—Means for securing grinding wheels on rotary arbors
- B24B45/006—Quick mount and release means for disc-like wheels, e.g. on power tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D13/00—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor
- B24D13/20—Mountings for the wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D7/00—Bonded abrasive wheels, or wheels with inserted abrasive blocks, designed for acting otherwise than only by their periphery, e.g. by the front face; Bushings or mountings therefor
- B24D7/16—Bushings; Mountings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D9/00—Wheels or drums supporting in exchangeable arrangement a layer of flexible abrasive material, e.g. sandpaper
- B24D9/08—Circular back-plates for carrying flexible material
- B24D9/085—Devices for mounting sheets on a backing plate
Abstract
一种接合和支承研磨片的支承座,该支承座牢固地安装于传动轴上,以防它们之间相对转动,并能易于将支承座安装在安装轴上并在不使用工具的情况下易于卸下支承座。支承座包括一具有前表面和后表面的本体、设置在前表面上以可释放地接合研磨制品的可释放接合装置以及一设置在后表面上的安装凸起部。安装凸起部包括朝向离开本体方向的第一端和一在凸起部的第一端的开口,开口是由总的垂直于所述本体的内表面所形成并构成了一非圆形的横截面。开口包括可释放地啮合一安装在所述开口中的传动轴的诸如O形圈的弹性装置。并揭示了使用这一支承座的一方法。
Description
技术领域
本发明总的涉及一种用于研磨制品的支承座,尤其涉及具有快速释放机构的支承座。
发明背景
长久以来就知道用支承座支承研磨制品,诸如可转变成如圆盘的任何形式的研磨片。支承座可以是用于手动操作的手握座或是使用诸如旋转或轨道抛光机的电动工具的支承座。当支承座用在旋转电动工具上时,就必须安全地将支承座安装在旋转工具上,以防支承座与电动工具传动轴之间有相对旋转。通常,支承座通过螺栓或螺纹与电动工具上的传动轴啮合(例如参见美国专利No.3,562,968)。还使用将支承座固定于旋转工具的传动轴的其它结构(例如参见美国专利No.3,270,467)。
但是,由此可见,需要将支承座可靠地安装到传动轴上,以防两者之间发生相对旋转,还要在不使用其它工具的情况下方便地释放支承座。
发明概要
本发明的一个方面提供一可释放地接合研磨制品的支承座。支承座包括一具有前表面和后表面的本体、设置在前表面上以可释放地接合研磨制品的可释放接合装置以及一设置在后表面上的安装凸起部。安装凸起部包括朝向离开本体方向的第一端和一在凸起部的第一端的开口。开口是由总的垂直于本体的内表面所形成并构成了一非圆形的横截面。开口包括可释放地啮合一安装在开口中的传动轴的弹性装置。开口的内表面可以是多边形横截面、有规则的多边形横截面或六边形横截面。
开口中的弹性装置可以包括一保持在内表面中的一槽中的弹性圈。弹性圈可以是例如O形圈或弹性挡圈。
可释放的接合装置可以包括一适用于可释放地接合研磨制品上的粘结层的乙烯基表面、多个用于可释放地啮合研磨制品上的圈状材料的钩接杆或用于可释放地啮合研磨制品上的多个钩接杆的圈状材料。
本发明还提供一快速释放系统,以将支承座可释放地安装到一安装轴上。该系统包括一支承座和一安装轴。支承座如上所述。安装轴包括一第一端和一第二端。第一端包括一啮合弹性装置的槽。安装轴还包括一构成与凸起部中的开口的横截面相对应的横截面的配合部分。
本发明还提供一用多个研磨制品精制一物件的表面的方法。该方法包括如下的步骤:a)用支承在第一支承座上的第一研磨制品精制表面,第一支承座可释放地安装在一电动工具上;b)从电动工具中取下第一支承座;c)将一第二支承座安装在电动工具上,其中一第二研磨制品支承在第二支承座上;以及d)用第二支承座和第二研磨制品进一步精制表面。第一研磨制品的成分不同于第二研磨制品。最好是用上述的快速释放系统将第一和第二支承座安装到电动工具上。
附图简要说明
下面结合附图进一步描述本发明,其中在所有的附图中类似的结构用相同的标号表示,附图中:
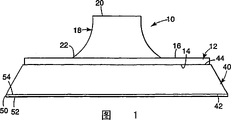
图1是本发明一支承座的侧视图;
图2是图1支承座的俯视图;
图3是沿图2的线3-3截取的支承座的剖视图;
图4是适用于图1支承座的一安装轴的侧视图;
图5是图4安装轴的仰视图;
图6是沿图5安装轴的线6-6截取的剖视图;以及
图7是与支承座啮合的安装轴的剖视图。
本发明的详细说明
图1是本发明一支承座10的一较佳实施例的侧视图。支承座10包括一具有一前表面14和后表面16的衬板12。一凸起部(或称轮毂)(boss)18伸出于衬板12的后表面16。凸起部18包括远离衬板12的第一端20和靠近衬板12的第二端22。凸起部18最好与衬板12是整体的。或者,凸起部18和衬板12可以是连接或粘结在一起的两个零件。
支承座10还包括一具有一前表面42和一后表面44的弹性垫40。弹性垫40的后表面44连接于衬板12的前表面14。支承座还包括连接于弹性垫前表面42的接合件50。接合件50包括一可释放地与研磨制品接合的前表面52和一连接于弹性垫前表面的后表面54。
如图2和3所示,凸起部18包括一在第一端20的开口24。凸起部开口24的形状做成能安装在传动轴70上,这将在下面详细描述。在所示的较佳实施例中,开口24包括在拐角28相连的诸平的壁26。在较佳实施例中,这些壁在凸起部18中构成一横截面为六边形的开口24。如图3所示,开口还包括一保持O形圈36的槽30。根据凸起部18的材料,槽30可模制或机加工在凸起部18中。或者,在凸起部18的开口24中形成一通到衬板12的前表面14的凹部。然后可将环状圈31部分压配进入该凹部,由此形成槽30以保持O形圈36。
支承座10的形状可选择,使冷却剂或润滑剂流过支承座到达要研磨或精加工表面。在这种情况下,弹性垫40包括与凸起部18中的开口24对齐的水道46,接合件50包括一与弹性垫水道46对齐的水道56。冷却剂流也可流过偏离中心轴线的那些通道。
图4示出了用于本文描述的支承座的一安装轴70的一较佳实施例的侧视图。安装轴70可以是一能够连接于用于支承座10的传统电动工具传动轴的单独的构件。或者,安装轴70是电动工具上的一常设构件。安装轴70包括其形状做成能装配到支承座10的凸起部18中的开口24中的第一端72。轴70还包括连接于电动工具传动轴(未示出)的第二端74。靠近第一端72的是一锥形部76,以便于安装轴70啮合到凸起部18中的开口24中,还便于与O形圈36啮合。靠近锥形部76的在其后面的是一构成槽80底端的平的部分78。槽80的后面是一过渡到安装轴70上的平的壁84和拐角86的锥部82。壁84和拐角86的形状做成能与支承座上的凸起部中的开口的诸壁26和拐角28紧密配合。从而,诸壁84构成一横截面与凸起部18中的开口24的横截面相对应的配合部分。槽80做成能与支承座10中的O形圈36快速啮合。平的壁84的后面是凸肩88。轴耳90从凸肩88朝后延伸,终止在安装轴70的第二端74。
可选择地,由诸壁84构成的配合部分可以是锥形的,使靠近第一端72处较小。支承座的凸起部中的开口24可以有相对应的锥形。对于这样的结构,使用中支承座处于压力之下时,轴与开口之间的啮合变得较紧密,还能使轴上的支承座自对中心。
如图6所示,安装轴70包括一有螺纹的内径表面92,用于与电动工具的传动轴啮合。安装轴70可有选择地包括允许冷却剂和/或润滑剂通过安装轴70和支承座10中的开口供应到要研磨或抛光的表面的水道94。
图7示出了安装在安装轴70上的支承座10。安装轴70和凸起部18中的开口24做成彼此紧密啮合,使操作过程中的支承座10与安装轴70之间的相对转动降到最低。选择凸起部18和安装轴70的材料和尺寸,使得在使用支承座10和电动工具的过程中,能够承受所受到的转矩。凸起部18的较佳的材料包括诸如铝和钢的金属和诸如尼龙的塑料。安装轴70的较佳材料包括诸如钢和铝的金属、石墨和塑料。
槽80与O形圈36啮合,以防支承座10意外脱离安装轴70,但当用足以克服O形圈36与槽80之间的啮合的力将支承座10拉或推离安装轴时,能使支承座方便地脱离安装轴。由此可见,选择安装轴70上的凸肩88与槽80之间的距离,使得当槽80与O形圈36啮合时,支承座上的凸起部18的第一端20与安装轴70上的凸肩88啮合。还可以看出,安装轴70上的锥部76有利于安装轴与O形圈的啮合,当安装轴70插入凸起部18中的开口中时O形圈膨胀。然后,弹性O形圈迅速恢复到较小的直径,并与安装轴70中的槽80啮合。可将O形圈36替换成能够可释放地与轴70上的槽80啮合的任何弹性件,诸如弹性挡圈、C形夹或类似件。这些可用任何合适的材料制成,诸如金属、橡胶、乙烯基或者选择允许弹性件在不产生明显永久性变形的情况下能够弹性膨胀的合成材料,然后收缩进入轴中的槽。最好是,弹性件如图所示保持在槽中。由此在使用时,槽的最外壁限制了弹性件的膨胀。这样通过减小了使用时所引起的永久性伸长或增大的量而延长了弹性件的使用寿命。
应该选择安装轴70上的壁相对于凸起部18中的开口24的大小,使使用中的支承座与安装轴之间的相对转动降到最小,同时又能容易地将支承座安装和脱离于安装轴70。可以选择安装轴70和开口24的横截面不是六边形的结构。较佳的结构包括任何多边形横截面。例如,3、4或7或更多的壁可用在安装轴70上和凸起部18中的开口24中。较佳的是,使用有规则的多边形,即所有壁的尺寸相同,以降低需要将支承座10转在相对安装轴70的任何特定角度方向。但是,如果需要,无规则或不对称的结构也可使用。此外,除了圆形的任何非多边形结构可用于轴和开口的横截面形状中,以提供一支承座不相对于安装轴旋转的结构。因此,需要的是开口24和安装轴70的对应部分是非圆筒形的,由此提供一种防止支承座与轴相对转动的配合。
在本发明的范围内还可使用其它的结构。例如,尽管O形圈36如图所示保持在支承座上的凸起部18中的开口24中,但可将O形圈36替换成保持在安装轴70的槽80中。此外,安装系统的构件可以颠倒。即,代之以电动工具上的安装轴70包括一具有开口24的凸起部18,开口24做成容纳是支承座10的一部分的连接系统的凸起(阳)构件。
弹性垫40和衬板12可以是一体的整体构件,而不是此图中所示的两件式结构。此外,凸起部18可与衬板12是一体和整体的,或是与之相连的单独的部分。
当弹性垫40是一单独的构件时,它最好是诸如柔性泡沫如聚氨酯、聚酯、聚酯型尿烷、聚醚型尿烷、诸如聚丁二烯、聚异戊二烯、EPDM聚合物、聚氯乙烯(PVC)、聚氯丁烯或苯乙烯/丁二烯共聚物的天然或合成橡胶的弹性材料。泡沫可以是开孔或闭孔泡沫。可将诸如偶联剂、增韧剂、熟化剂(curing agent)、抗氧化剂、增强材料和类似材料的附加物加到泡沫配方中,以达到所需的特性。染料、颜料、填充物、防静电剂、阻燃剂和稀松布(scrim)也可加到泡沫中。
特别有用的泡沫包括TDI(二异氰酸甲苯(toluene diisocyanate))/聚酯和MDI(二苯基甲烷-4,4′二异氰酸酯(methylene diphenyl diisocyanate))/聚酯泡沫。较佳的泡沫是作为聚醚型多元醇与芳(香)族多异氰酸酯反应产物的弹性开孔聚氨酯泡沫。在上述泡沫的一较佳实施例中,芳(香)族多异氰酸酯包括二苯基甲烷-4,4′二异氰酸酯(MDI)。编号为WO97/20662的WIPO国际专利申请公布(Keipert)中公开了该较佳泡沫的细节。
形成本发明支承座10的一个方法是在现场于一模具内形成弹性垫40,所需的接合件50和衬板12已置于该模具中。接合件50和衬板12可以在泡沫注射进模具之前、也可以在泡沫注射之后但在完全固化之前插入模具中。或者,固化泡沫并把它从模具中取出之后,将所需的接合件50和衬板12粘附到弹性垫40的前后表面42、44。模具中也可以放置接合件和衬板的任何一个,随后粘附另一个。用这种方法制造支承座的传统泡沫机器一般有两类。第一种类型是“低压”机,这种机器用在分配头中的机械混合装置混合两种组份的物流,当这两种物流混合时经反应形成泡沫。泡沫机的第二种类型是“高压”或冲击混和机器。在这类装置中,通过在混合腔内冲击两种组份的高速度物流来达到混合的目的。使用这种泡沫机的方法在本领域中是众所周知的。
在形成支承座10的弹性垫40的另一种方法中,可改变片状的预制泡沫,即将这种泡沫切割成弹性垫40所需要的最终形状。然后将接合件50和衬板12叠在弹性垫40上。或者,用合适的粘结剂将接合件50层叠在泡沫片的表面上,然后再将层叠的合成物(泡沫和接合件)变成所需的形状。
通常,支承座10和弹性垫40的硬度和其它物理性能要适应所需的研磨应用。例如,在抛光应用中,对于弹性垫40可以要求使用一种较软的更具柔性的材料。反之,在较严格的抛光应用中,通常要求用硬的不易弯曲的材料诸如硬橡胶。由于支承座要用于电动工具,所以支承座和它的构件应由能够承受所预定的旋转速度的材料制成。电力驱动的旋转工具虽然可使用较快的和较低的速度,但一般的速度是5,000至15,000转/分。弹性垫40也可另外选择其它硬的材料,诸如塑料、金属、橡胶等等。
弹性垫40前表面42上的接合件50可以释放地与诸如研磨片的研磨制品接合。接合件50的附着系统的较佳实施例包括诸如钩和圈系统的机械紧固系统以及粘结系统。
用作接合件50可释放地啮合研磨片上的圈状材料的钩子的例子包括诸蘑菇状钩、“J”形钩、柱(stalk)和“T”形钩。用于本发明的可释放地啮合圈形衬底的研磨剂的市售钩包括多种可从诸如Kanebo Belltouch有限公司(在日本大阪)和Velcro公司(在美国新罕布什尔州的曼彻斯特)购买的钩。用作接合件50的钩的其它合适的实施例的例子公开在名称为“制造研磨制品的方法”的美国专利No.5,505,747(Chesley等人)中。
用作接合件50的可释放地啮合钩形衬底研磨剂的钩啮合材料的例子包括通常称为缝合圈(stitched loop)、涂刷圈(brushed loop)、成形圈、特里科经编织物圈等等的圈状材料。用于本发明的市售圈包括多种可从诸如Kanebo Belltouch有限公司(在日本大阪)、Guilford工厂(在美国新泽西州的格林斯博罗)和Woodeaves有限公司(在英国的兰开斯特)购买的圈。在美国专利号5,692,949(Sheffield等人)中揭示了具有一非常耐用和较佳圈系统的一支承座。对于一个钩和圈的附着系统,在支承座上可以是钩构件,也可以是圈构件。适用于可释放地啮合一辅助钩材料的诸钩,即两个钩啮合的诸如可从3M购买的商标为“双锁(Dual Lock)”的系统的附着系统也可用于本发明的支承座。
用作接合件50的粘结系统包括压敏粘合剂。通常,在研磨片的与研磨涂层相对的一侧具有一层预涂敷的粘合剂。支承座通常包括一诸如乙烯基或橡胶的光滑表面,用作粘合元件50,以接收研磨制品。研磨制品上的粘合层可粘合到支承座辅助配合表面上。然后在需要时可容易地取下研磨制品。研磨制品和支承座上的粘结剂和乙烯基构件的结构可以颠倒。一较佳的PSA附着系统是“3M”的“Stikit”附着系统。另一个粘合附着系统包括使用一般称为“拔丝粘结剂(featheringadhesive”的粘结剂。对于这种系统,研磨制品上最初没有粘结剂例如PSA。拔丝粘结剂可施加在(一般是喷射)在研磨制品的背衬或支承座的表面或两者都有。然后将研磨制品可释放地连接到支承座上。用于拔丝粘结剂和PSA的较佳粘合元件50尽管其它表面也适用,但一般是一光滑的无孔表面,诸如乙烯基、橡胶或金属。在某些拔丝粘结剂应用中,布配合表面是较好的。适用于PSA或拔丝粘结剂的粘结剂的例子包括乳胶皱片(latex crepe)、树脂、丙烯酸聚合物和共聚物(例如聚丙烯酸丁酯)、聚丙烯酸酯、乙烯醚(例如,聚乙烯(正)丁基醚(polyvinyl n-butylether))、乙烯基乙酸盐粘结剂、醇酸粘结剂、橡胶粘结剂(例如,天然橡胶、合成橡胶、氯化橡胶)和它们的混合物。一种较佳的压敏粘结剂是一种丙烯酸异辛酯(isooctylacrylate):丙烯酸共聚物。
尽管用于附着在本发明支承座上的研磨制品在大多数的应用中一般是相适应的片材或片状结构,但没有特别的限制。研磨制品的至少一个主面上将有一研磨剂涂层,或这样的研磨剂涂层、即研磨剂颗粒遍布整个制品的一定的厚度,诸如在一膨松的非织造布研磨制品中。可用在本发明的研磨制品包括(但不限于)涂敷的研磨制品、结构研磨剂、非织造布研磨剂、淤浆涂敷的研磨制品(slurry coatedabrasive)、磨光垫和抛光垫。这些制品在研磨领域中是众所周知的。
本发明支承座的一个较佳使用是玻璃抛光,例如,电视屏、阴极射线管屏、透镜、镜子及类似物。
为了获得满意的抛光表面,一般用第一研磨等级的第一研磨制品去除工件表面中的沟槽和大的划痕。随后用平均粒度比第一研磨制品小的第二等级的第二研磨制品进行抛光。这种第二研磨制品去除由第一研磨制品留下的任何擦痕。当在需要使用两种或更多种研磨制品等级的抛光工艺中使用一传统的支承座时,通常必须从支承座中取下第一研磨制品,然后将第二研磨制品附着其上。研磨制品的重复取下和使用,使该制品能够由于撕破、弄皱或剥落而损坏,由此缩短了研磨制品的使用寿命。
此外,可能从第一研磨制品脱离的研磨颗粒可能残留在例如水道中,然后在第二抛光步骤中随波逐流。这种大的研磨颗粒会在工件表面上产生所不允许的深的紊乱的擦痕。
具有快速附着系统的支承座在克服许多传统支承座的缺点上是特别有用的。通过取下整个支承座和研磨制品组件,第一研磨制品中的大的研磨颗粒留在工件表面中的机会大大减少。此外,可能破坏研磨制品的那种在支承座上取下和再施加研磨制品的需求降到最低。
使用本发明支承座的一较佳方法实际上是有一台研磨机或电动工具和两个支承座,在一个支承座上有一第一研磨制品,在另一支承座上有一第二研磨制品。在抛光过程中,其上具有第一研磨制品的支承座安装到研磨机上,然后抛光工件。一旦达到该步骤的精加工要求,从研磨机中取下该支承座,装上其上具有第二研磨制品的另一支承座。然后用第二研磨制品抛光工件表面。一旦达到该步骤的精加工要求,取下支承座,保持要进行第三抛光步骤的工件或一新的工件。如果接下来要抛光新的工件,然后再将第一支承座和研磨制品安装的研磨机上,重复加工工艺。
支承座最好能适用于电动工具,诸如轨道磨光机、随机轨道磨光机、双动磨光机、振动磨光机和角磨光机。支承座可以是适用于所用工具的任何形状。普遍知道的工具制造商包括Black & Decker、Ryobi、Porter Cable、DeWalt、Skil、Aro和Dynabrade。支承座10的可用形状包括圆形、椭圆形、矩形(包括正方形)、三角形、多边形等等。可选择支承座中有孔和通道,以收集灰尘、碎片和细屑,或将冷却剂传送到抛光界面,这在本领域中是众所周知的。支承座10的直径(在最大尺寸处量取)一般约在2.5厘米与30厘米之间,最好约在7.5与20厘米之间。支承座的厚度选择要能从支承座提供所需的性能,总的是整个支承座厚度相等,但在某些情况下需要锥形的或分段的支承座。支承座的厚度总的约在0.5厘米与10厘米之间,最好约在0.9与5厘米之间。支承座的外周侧壁或边缘可以是垂直的或是斜的(有一角度)以提供一锥形支承座。比上述大的或小的支承座也在本发明的范围之内。
上面结合了几个实施例描述了本发明。上述的详细说明仅仅是为了能清楚地理解本发明。要知道这不是对本发明的限制。本领域中的技术人员应该清楚在不脱离本发明的范围的情况下可以对所描述的实施例进行多种改变。因此,本发明的范围不限于在此所描述的具体细节和结构,而限于权利要求书所描述的结构以及这些结构的等效结构。
Claims (15)
1.一种可释放地接合研磨制品的支承座,支承座包括:
一具有前表面和后表面的本体;
设置在所述前表面上、可释放地接合研磨制品的可释放接合装置;以及
一设置在所述后表面上的安装凸起部;
其中所述安装凸起部包括朝向离开所述本体方向的第一端和一在所述凸起部的所述第一端的开口,所述开口是由总的垂直于所述本体的内表面所形成并构成了一非圆形的横截面,所述开口包括可释放地啮合一安装在所述开口中的传动轴的弹性装置。
2.如权利要求1所述支承座,其特征在于,所述内表面构成了一多边形横截面。
3.如权利要求2所述支承座,其特征在于,所述内表面构成了一有规则的多边形横截面。
4.如权利要求3所述支承座,其特征在于,所述内表面构成了一六边形横截面。
5.如权利要求1所述支承座,其特征在于,所述弹性装置包括一保持在所述内表面中的一槽中的弹性圈。
6.如权利要求5所述支承座,其特征在于,所述圈包括一O形圈。
7.如权利要求5所述支承座,其特征在于,所述圈包括一弹性挡圈。
8.如权利要求1所述支承座,其特征在于,所述可释放的接合装置包括一适用于可释放地与研磨制品上的粘结层接合的乙烯基表面。
9.如权利要求1所述支承座,其特征在于,所述可释放的接合装置包括多个用于可释放地与研磨制品上的圈状材料相啮合的钩形柱。
10.如权利要求1所述支承座,其特征在于,所述可释放的接合装置包括一用于可释放地与研磨制品上的多个钩形柱相啮合的圈状材料。
11.如权利要求1所述支承座,其特征在于,所述凸起部中的所述开口是锥形的,使所述凸起部的所述第一端较大。
12.一种快速释放系统,以将上述权利要求1-11中的任何一项的支承座可释放地安装到一安装轴上,该系统包括:
a)一权利要求1-11中的任何一项的支承座;以及
b)一安装轴,该安装轴包括一第一端和一第二端,所述第一端包括一与所述弹性装置相啮合的槽,所述安装轴还包括一构成与所述凸起部中的所述开口的横截面相对应的横截面的配合部分。
13.一种用多个研磨制品精制一物件表面的方法,该方法包括如下的步骤:
a)用一支承在第一支承座上的第一研磨制品精制表面,第一支承座可释放地安装在一电动工具上;
b)从电动工具中取下第一支承座;
c)将一第二支承座安装到电动工具上,其中一第二研磨制品支承在第二支承座上;以及
d)用第二支承座和第二研磨制品进一步精制该表面。
14.如权利要求13所述的方法,其特征在于,第一研磨制品的构成不同于第二研磨制品。
15.如权利要求13所述的方法,其特征在于,用一快速释放系统将第一和第二支承座安装到电动工具上,快速释放系统包括:
一支承座,它包括:
i)一具有前表面和后表面的本体;
ii)设置在所述前表面上用于可释放地接合研磨制品的可释放接合装置;以及
iii)一设置在所述后表面上的安装凸起部;其中,所述安装凸起部包括朝向离开所述本体方向的第一端和一在所述凸起部的所述第一端的开口,所述开口是由总的垂直于所述本体的内表面所形成并构成了一非圆形的横截面,所述开口包括可释放地将所述安装轴保持在所述开口中的弹性装置;以及
一安装轴,它包括一第一端和一第二端,所述第一端包括一与所述弹性装置相啮合的槽,所述安装轴还包括一构成与所述凸起部中的所述开口相对应的横截面的配合部分。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/966,643 US6142858A (en) | 1997-11-10 | 1997-11-10 | Backup pad for abrasive articles |
| US08/966,643 | 1997-11-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1278202A true CN1278202A (zh) | 2000-12-27 |
Family
ID=25511690
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN98810884A Pending CN1278202A (zh) | 1997-11-10 | 1998-03-06 | 用于研磨制品的支承座及使用方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (2) | US6142858A (zh) |
| EP (1) | EP1037729B1 (zh) |
| JP (1) | JP2001522731A (zh) |
| KR (1) | KR20010024600A (zh) |
| CN (1) | CN1278202A (zh) |
| AU (1) | AU6545198A (zh) |
| BR (1) | BR9813993A (zh) |
| CA (1) | CA2308764A1 (zh) |
| DE (1) | DE69808668D1 (zh) |
| WO (1) | WO1999024222A1 (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100446923C (zh) * | 2002-10-14 | 2008-12-31 | 罗伯特·博施有限公司 | 制造用于手持式电动磨削机、由弹性材料制成的磨板的方法 |
| CN102363279A (zh) * | 2011-06-28 | 2012-02-29 | 吴江市精工铝字制造厂 | 一种抛光机机座 |
| CN103097081A (zh) * | 2010-04-01 | 2013-05-08 | 罗伯特·博世有限公司 | 用于柔性磨削装置的保持体及磨削系统 |
| CN108136559A (zh) * | 2015-08-11 | 2018-06-08 | 费斯托工具有限责任公司 | 磨削碟和装备有其的磨削机器 |
| CN110267767A (zh) * | 2017-02-13 | 2019-09-20 | 株式会社东京精密 | 轮毂式刀片及轮毂式刀片制造方法 |
Families Citing this family (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100628802B1 (ko) * | 1999-11-12 | 2006-09-26 | 산교다이아몬드코교 가부시기가이샤 | 전동 공구 등으로의 회전 칼날기구의 장착 부재 및 이장착 부재를 장착하여 이루어지는 회전 칼날기구 |
| EP1276594B1 (en) * | 2000-04-18 | 2006-01-25 | 3M Innovative Properties Company | Method for attaching a fastener to a surface treating member, and such an article having a fastener |
| US6722955B2 (en) | 2001-01-10 | 2004-04-20 | 3M Innovative Properties Company | Buckup plate assembly for grinding system |
| DE20207016U1 (de) * | 2002-05-03 | 2002-08-14 | Gleason Works | Innenverzahntes Honrad |
| US6755878B2 (en) | 2002-08-02 | 2004-06-29 | 3M Innovative Properties Company | Abrasive articles and methods of making and using the same |
| FR2843553B1 (fr) * | 2002-08-14 | 2005-07-08 | Abdelouahab Otmane | Ensemble support et element fonctionnel rotatif, et notamment disque abrasif, concu pour etre monte de maniere amovible sur un arbre moteur |
| NZ519162A (en) * | 2002-08-27 | 2004-10-29 | Stephen Ross Hope | Abrasive holder |
| US20050101232A1 (en) * | 2002-12-13 | 2005-05-12 | Eastman Kodak Company | Machine for polishing the surface of a work piece |
| US6988941B2 (en) * | 2003-07-01 | 2006-01-24 | 3M Innovative Properties Company | Engaging assembly for abrasive back-up pad |
| WO2005087435A1 (fr) * | 2004-02-13 | 2005-09-22 | Abdelouahab Otmane | Ensemble support et element fonctionnel rotatif, et notamment disque abrasif, concu pour etre monte de maniere amovible sur un arbre moteur |
| US8240719B2 (en) * | 2004-07-21 | 2012-08-14 | Parker-Hannifin Corporation | Adaptor and method for converting standard tube fitting/port to push-to-connect tube fitting/port |
| EP1771678B1 (en) * | 2004-07-21 | 2010-12-08 | Parker-Hannifin Corporation | Adaptor and method for converting standard tube fitting/port to push-to-connect tube fitting/port |
| US20060019585A1 (en) * | 2004-07-26 | 2006-01-26 | Zayat Charles D | Device for circular grinding, sanding and stripping tools to attach to any power drive |
| DE102005010583A1 (de) * | 2005-03-04 | 2006-09-07 | Satisloh Gmbh | Polierteller für ein Werkzeug zur Feinbearbeitung von optisch wirksamen Flächen an insbesondere Brillengläsern |
| US20070018400A1 (en) * | 2005-07-19 | 2007-01-25 | New Vision Gaming And Development, Inc. | Method of playing a bonus wager for poker games that have community cards |
| US7396015B2 (en) * | 2005-07-19 | 2008-07-08 | New Vision Gaming & Development, Inc. | Method of playing a poker-type game |
| EP1991393B1 (en) * | 2006-02-28 | 2014-03-26 | 3M Innovative Properties Company | Abrasive article and its use |
| US7657960B2 (en) * | 2006-05-17 | 2010-02-09 | Umbrell Richard T | Quick release connector for dual-sided buffing pad |
| US8607399B2 (en) * | 2006-05-17 | 2013-12-17 | Richard T. Umbrell | Quick release connector for a single or dual-sided pad |
| US20080233845A1 (en) * | 2007-03-21 | 2008-09-25 | 3M Innovative Properties Company | Abrasive articles, rotationally reciprocating tools, and methods |
| DE102007026841A1 (de) * | 2007-06-06 | 2008-12-11 | Satisloh Ag | Polierteller für ein Werkzeug zur Feinbearbeitung von optisch wirksamen Flächen an insbesondere Brillengläsern und Verfahren für dessen Herstellung |
| DE102007047131B4 (de) * | 2007-10-02 | 2018-09-06 | Gerd Eisenblätter Gmbh | Rotationssymmetrische Schleif- oder Polierscheibe sowie Gewindeeinsatz hierfür |
| DE102008062097A1 (de) * | 2008-12-16 | 2010-06-17 | Schneider Gmbh & Co. Kg | Polierkopf zum zonalen Bearbeiten von optischen Brillenflächen |
| DE202009018907U1 (de) * | 2009-08-12 | 2014-05-15 | Satisloh Ag | Flexibles Polierwerkzeug zur Feinbearbeitung von optisch wirksamen Flächen an insbesondere Brillengläsern |
| USD623034S1 (en) | 2009-12-18 | 2010-09-07 | Techtronic Power Tools Technology Limited | Tool arbor |
| USD619152S1 (en) | 2009-12-18 | 2010-07-06 | Techtronic Power Tools Technology Limited | Adapter |
| WO2012020275A1 (en) | 2010-08-10 | 2012-02-16 | Miksa Marton | Sanding apparatus |
| USD651062S1 (en) | 2010-09-29 | 2011-12-27 | Milwaukee Electric Tool Corporation | Tool interface for an accessory |
| USD653523S1 (en) | 2010-09-29 | 2012-02-07 | Milwaukee Electric Tool Corporation | Adapter for a tool |
| USD646542S1 (en) | 2010-09-29 | 2011-10-11 | Milwaukee Electric Tool Corporation | Accessory interface for a tool |
| JP5746645B2 (ja) | 2012-02-03 | 2015-07-08 | 株式会社マキタ | 作業工具 |
| US20130303059A1 (en) * | 2012-05-11 | 2013-11-14 | Cerium Group Limited | Lens surfacing pad |
| CN203092275U (zh) * | 2012-12-19 | 2013-07-31 | 富鼎电子科技(嘉善)有限公司 | 打磨机构 |
| US9555554B2 (en) | 2013-05-06 | 2017-01-31 | Milwaukee Electric Tool Corporation | Oscillating multi-tool system |
| NO2884309T3 (zh) | 2013-08-01 | 2018-09-08 | ||
| DE202013006900U1 (de) | 2013-08-01 | 2014-11-03 | C. & E. Fein Gmbh | Werkzeugmaschine |
| DE202013006920U1 (de) | 2013-08-01 | 2014-11-03 | C. & E. Fein Gmbh | Werkzeugeinrichtung |
| US20150202743A1 (en) * | 2014-01-21 | 2015-07-23 | Cherif Morcos | Universal fit sanding pad for random orbital sanders |
| USD785339S1 (en) * | 2014-10-23 | 2017-05-02 | Griot's Garage, Inc. | Hand applicator buffing pad |
| US10040170B2 (en) * | 2016-03-02 | 2018-08-07 | Perry D. Bechthold | Rotary sanding system |
| US11518001B2 (en) | 2018-02-20 | 2022-12-06 | Weiler Corporation | Backing pad assembly with anti-rotational locking feature for resin fiber discs |
| JP7096032B2 (ja) | 2018-03-28 | 2022-07-05 | 株式会社マキタ | マルチツール |
| SG11202011556UA (en) * | 2018-07-18 | 2020-12-30 | Univ Nanyang Tech | Polishing tool |
| EP3670076A1 (en) * | 2018-12-20 | 2020-06-24 | 3M Innovative Properties Company | Attachment hub, backup pad, and abrasive disc |
| USD876502S1 (en) * | 2019-08-16 | 2020-02-25 | Terry Ali | Hex driver foam sander |
| US11000937B2 (en) * | 2019-08-16 | 2021-05-11 | Ali Industries, Llc | Rotatable head with arbor for use with abrasive article |
| US11660690B2 (en) | 2019-11-28 | 2023-05-30 | Makita Corporation | Power tool |
| US11590593B2 (en) | 2019-11-28 | 2023-02-28 | Makita Corporation | Power tool |
| JP7422538B2 (ja) | 2019-12-26 | 2024-01-26 | 株式会社マキタ | 作業工具 |
| JP7330914B2 (ja) | 2020-02-13 | 2023-08-22 | 株式会社マキタ | 振動工具 |
| KR102417270B1 (ko) * | 2020-07-03 | 2022-07-04 | 전창수 | 핸드 그라인더 |
| EP4056316A1 (en) * | 2021-03-08 | 2022-09-14 | Andrea Valentini | Backing pad for a hand-guided polishing or sanding power tool |
| WO2023102007A1 (en) * | 2021-12-03 | 2023-06-08 | 3M Innovative Properties Company | Backup pads and methods of using the same |
Family Cites Families (58)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US26552A (en) * | 1859-12-20 | Assjgnqk | ||
| US1587843A (en) * | 1925-05-19 | 1926-06-08 | Koreneff Philipp | Polishing tool |
| US2671994A (en) * | 1953-03-20 | 1954-03-16 | Henry E Hickman | Release device for buffer and sanding disks |
| US2805529A (en) * | 1955-11-01 | 1957-09-10 | William E Mathes | Polishing devices for silverware and the like |
| US2764853A (en) * | 1956-03-12 | 1956-10-02 | Carm P Rhees | Mounting head for grinding polishing, and featheredging tools |
| US2800752A (en) * | 1956-04-11 | 1957-07-30 | Black & Decker Mfg Co | Sanding disk |
| US3154894A (en) * | 1960-10-04 | 1964-11-03 | Diagrit Electrometallics Ltd | Tool for dressing the surface of a conical hole |
| US3157010A (en) * | 1962-01-17 | 1964-11-17 | Merit Products Inc | Abrading article |
| US3270467A (en) * | 1963-07-01 | 1966-09-06 | Merit Products Inc | Abrasive device |
| US3270468A (en) * | 1963-07-01 | 1966-09-06 | Merit Products Inc | Abrasive device |
| US3210892A (en) * | 1963-10-30 | 1965-10-12 | Albertson & Co Inc | Safety wheel assembly |
| US3362114A (en) * | 1964-11-04 | 1968-01-09 | Rexall Drug Chemical | Universal driving spindle and wheel assembly |
| US3315420A (en) * | 1964-11-17 | 1967-04-25 | Atlas Copco Ab | Holder for abrasive disks |
| US3376675A (en) * | 1965-05-17 | 1968-04-09 | Alma A. Hutchins | Quick-change rotary tool |
| US3460292A (en) * | 1965-10-19 | 1969-08-12 | Gen Motors Corp | Finishing tool |
| USRE26552E (en) | 1967-06-26 | 1969-03-25 | Abrasive device | |
| US3603042A (en) * | 1967-09-20 | 1971-09-07 | Speedfam Corp | Polishing machine |
| US3526065A (en) * | 1967-09-26 | 1970-09-01 | James H Lee | Rotary finishing tool |
| US3579917A (en) * | 1968-11-15 | 1971-05-25 | Speedfam Corp | Polishing machine |
| US3562968A (en) * | 1969-03-12 | 1971-02-16 | Minnesota Mining & Mfg | Surface treating tool |
| US3667169A (en) * | 1970-04-27 | 1972-06-06 | Norton Co | Abrasive finishing article |
| US3688453A (en) * | 1970-12-11 | 1972-09-05 | Minnesota Mining & Mfg | Abrasive articles |
| US3739535A (en) * | 1971-03-03 | 1973-06-19 | Red Lee Metal Finishing Co Inc | Fluid cooled hub assembly for a contact wheel |
| US3747286A (en) * | 1971-07-14 | 1973-07-24 | Standard Abrasives | Abrasive finishing article assembly |
| US3858368A (en) * | 1973-09-14 | 1975-01-07 | Francis E Cocherell | Disposable quick coupling rotary grinding disc for compoundly curved surfaces |
| US4015371A (en) * | 1976-04-08 | 1977-04-05 | Machinery Brokers, Inc. | Grinding wheel assembly |
| US4311489A (en) * | 1978-08-04 | 1982-01-19 | Norton Company | Coated abrasive having brittle agglomerates of abrasive grain |
| JPS59124579A (ja) * | 1982-12-27 | 1984-07-18 | 室金属工業株式会社 | 連続ビス締付機 |
| US4541205A (en) * | 1983-04-08 | 1985-09-17 | United Abrasives, Inc. | Abrasive wheel assembly |
| US4605154A (en) * | 1985-01-28 | 1986-08-12 | Johnstone Railway Supply Mfg., Co. Inc. | Radiator heater solder pouring process |
| US4652275A (en) * | 1985-08-07 | 1987-03-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| DE3607580A1 (de) * | 1986-03-07 | 1987-09-10 | Gehring Gmbh Maschf | Honeinrichtung |
| US4799939A (en) * | 1987-02-26 | 1989-01-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US4944638A (en) * | 1988-05-31 | 1990-07-31 | Brohammer Lawrence F | Removable spindle for drill heads |
| EP0391148B1 (de) * | 1989-04-01 | 1994-06-01 | Messer Griesheim Gmbh | Polier- oder Schleifeinrichtung |
| IT1229703B (it) * | 1989-05-11 | 1991-09-07 | Franco Romanini | Utensile per levigatura o simili. |
| US4932163A (en) * | 1989-08-29 | 1990-06-12 | Chilton Douglas L | Dust control system for an abrasive grinder |
| US5309682A (en) * | 1990-03-28 | 1994-05-10 | Robert Bosch Gmbh | Hand held power tool with working disc |
| DE9016232U1 (zh) * | 1990-11-29 | 1991-03-21 | Fa. Andreas Stihl, 7050 Waiblingen, De | |
| US5207028A (en) * | 1991-05-17 | 1993-05-04 | Black & Decker Inc. | Tool element subassembly and method of manufacturing same |
| TW307801B (zh) * | 1992-03-19 | 1997-06-11 | Minnesota Mining & Mfg | |
| US5226682A (en) * | 1992-07-21 | 1993-07-13 | Aeroquip Corporation | Coupling assembly |
| FR2695853B1 (fr) * | 1992-09-18 | 1994-11-25 | Thibaut Sa | Machine à fraiser, à surfacer et à polir à changement automatique d'outils et dispositif correspondant. |
| DE4236964A1 (de) * | 1992-11-02 | 1994-05-05 | Hilti Ag | Scheibenförmiges Werkzeug für Winkelschleifer |
| US5297366A (en) * | 1993-03-26 | 1994-03-29 | Huddleston Michael D | Self affixing sanding and buffing pads/system and apparatus |
| US5443413A (en) * | 1993-07-30 | 1995-08-22 | Western Atlas Inc. | Brushless spindle motor for a grinding machine including hydrostatic bearings |
| US5423717A (en) * | 1993-10-04 | 1995-06-13 | Ford Motor Company | Grinding wheel assembly |
| JP3036348B2 (ja) * | 1994-03-23 | 2000-04-24 | 三菱マテリアル株式会社 | ウェーハ研磨パッドのツルーイング装置 |
| US5505747A (en) * | 1994-01-13 | 1996-04-09 | Minnesota Mining And Manufacturing Company | Method of making an abrasive article |
| US5639273A (en) * | 1995-02-03 | 1997-06-17 | C.M.E. Blasting & Mining Equipment Ltd. | Grinding cup and holder device |
| US5679067A (en) * | 1995-04-28 | 1997-10-21 | Minnesota Mining And Manufacturing Company | Molded abrasive brush |
| DE69616539T2 (de) * | 1995-04-28 | 2002-06-06 | Minnesota Mining & Mfg | Mit schleifmittel versehene bürste oder bürstenborsten |
| JP4047926B2 (ja) * | 1995-04-28 | 2008-02-13 | スリーエム カンパニー | ポリシロキサンを含む結合系を有する研磨製品 |
| GB2306593A (en) * | 1995-08-04 | 1997-05-07 | Smiths Industries Plc | Releasable Fluid coupling |
| US5692949A (en) * | 1995-11-17 | 1997-12-02 | Minnesota Mining And Manufacturing Company | Back-up pad for use with abrasive articles |
| US5611724A (en) * | 1995-12-01 | 1997-03-18 | General Electric Company | Grinding wheel having dead end grooves and method for grinding therewith |
| US5816625A (en) * | 1997-08-14 | 1998-10-06 | Clarke; Robert H. | Quick release coupling with spacer ring to align spline rod |
| JPH11226834A (ja) * | 1998-02-13 | 1999-08-24 | Koito Mfg Co Ltd | 金型研磨装置における研磨工具の自動交換機構および自動交換方法 |
-
1997
- 1997-11-10 US US08/966,643 patent/US6142858A/en not_active Expired - Fee Related
-
1998
- 1998-03-06 KR KR1020007005007A patent/KR20010024600A/ko not_active Application Discontinuation
- 1998-03-06 JP JP2000520274A patent/JP2001522731A/ja active Pending
- 1998-03-06 EP EP98911514A patent/EP1037729B1/en not_active Expired - Lifetime
- 1998-03-06 WO PCT/US1998/004464 patent/WO1999024222A1/en not_active Application Discontinuation
- 1998-03-06 CA CA002308764A patent/CA2308764A1/en not_active Abandoned
- 1998-03-06 CN CN98810884A patent/CN1278202A/zh active Pending
- 1998-03-06 DE DE69808668T patent/DE69808668D1/de not_active Expired - Lifetime
- 1998-03-06 BR BR9813993-2A patent/BR9813993A/pt not_active Application Discontinuation
- 1998-03-06 AU AU65451/98A patent/AU6545198A/en not_active Abandoned
-
2000
- 2000-11-02 US US09/705,086 patent/US6371837B1/en not_active Expired - Fee Related
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100446923C (zh) * | 2002-10-14 | 2008-12-31 | 罗伯特·博施有限公司 | 制造用于手持式电动磨削机、由弹性材料制成的磨板的方法 |
| CN103097081A (zh) * | 2010-04-01 | 2013-05-08 | 罗伯特·博世有限公司 | 用于柔性磨削装置的保持体及磨削系统 |
| US9028301B2 (en) | 2010-04-01 | 2015-05-12 | Robert Bosch Gmbh | Holding body for flexible grinding device and grinding system |
| CN103097081B (zh) * | 2010-04-01 | 2016-02-03 | 罗伯特·博世有限公司 | 用于柔性磨削装置的保持体及磨削系统 |
| CN102363279A (zh) * | 2011-06-28 | 2012-02-29 | 吴江市精工铝字制造厂 | 一种抛光机机座 |
| CN108136559A (zh) * | 2015-08-11 | 2018-06-08 | 费斯托工具有限责任公司 | 磨削碟和装备有其的磨削机器 |
| CN108136559B (zh) * | 2015-08-11 | 2021-05-18 | 费斯托工具有限责任公司 | 磨削碟和装备有其的磨削机器 |
| CN110267767A (zh) * | 2017-02-13 | 2019-09-20 | 株式会社东京精密 | 轮毂式刀片及轮毂式刀片制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001522731A (ja) | 2001-11-20 |
| EP1037729B1 (en) | 2002-10-09 |
| KR20010024600A (ko) | 2001-03-26 |
| WO1999024222A1 (en) | 1999-05-20 |
| BR9813993A (pt) | 2000-09-26 |
| AU6545198A (en) | 1999-05-31 |
| EP1037729A1 (en) | 2000-09-27 |
| US6371837B1 (en) | 2002-04-16 |
| US6142858A (en) | 2000-11-07 |
| CA2308764A1 (en) | 1999-05-20 |
| DE69808668D1 (de) | 2002-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1278202A (zh) | 用于研磨制品的支承座及使用方法 | |
| EP0886557B1 (en) | Reversible back-up pad | |
| JP3976336B2 (ja) | 一体成形研磨ブラシおよびこれを用いる研磨方法 | |
| CN101641184B (zh) | 移除表面内缺陷的方法 | |
| US6261156B1 (en) | Molded abrasive brush | |
| EP1940589B1 (en) | Conformable abrasive articles and methods of making and using the same | |
| CN101641183B (zh) | 研磨制品、往复转动式工具和方法 | |
| AU728602B2 (en) | Rotary bristle tool with preferentially oriented bristles | |
| US6361424B1 (en) | Back-up pad for abrasive articles and method of making | |
| MXPA00004360A (en) | Backup pad for abrasive articles, and method of use | |
| WO2023102007A1 (en) | Backup pads and methods of using the same | |
| CA2218245C (en) | Abrasive brush and filaments | |
| MXPA00000467A (en) | Rotary bristle tool with preferentially oriented bristles |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| AD01 | Patent right deemed abandoned | ||
| C20 | Patent right or utility model deemed to be abandoned or is abandoned |