CN1968798A - 磨料制品的注射成型制造方法 - Google Patents
磨料制品的注射成型制造方法 Download PDFInfo
- Publication number
- CN1968798A CN1968798A CNA2005800197201A CN200580019720A CN1968798A CN 1968798 A CN1968798 A CN 1968798A CN A2005800197201 A CNA2005800197201 A CN A2005800197201A CN 200580019720 A CN200580019720 A CN 200580019720A CN 1968798 A CN1968798 A CN 1968798A
- Authority
- CN
- China
- Prior art keywords
- abrasive
- particle
- abrasive material
- weight
- material agglomerate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14778—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the article consisting of a material with particular properties, e.g. porous, brittle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/58—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising fillers only, e.g. particles, powder, beads, flakes, spheres
- B29C70/64—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising fillers only, e.g. particles, powder, beads, flakes, spheres the filler influencing the surface characteristics of the material, e.g. by concentrating near the surface or by incorporating in the surface by force
Abstract
本发明公开一种制造磨料制品的方法。一个示例性的实施方案包括:将磨料团块颗粒(10)定位在磨料制品的模具(2)的至少一部分(8)中,将熔融的热塑性粘结剂树脂注射到磨料制品的模具(2)中,并使热塑性粘结剂树脂冷却,从而将磨料团块颗粒(10)固定在热塑性粘结剂树脂中。
Description
本发明涉及一种模制的磨料制品的制造方法,具体而言,本发明涉及这样一种模制的磨料制品的制造方法,该方法包括将热塑性粘结剂树脂注射到容纳有磨料的模具中并成型的步骤。
由含有磨粒的固体有机聚合物基体(所述磨粒分散在全部基体中并固结于其中)形成的磨具产品是公知的,并得到了广泛应用。通常,聚合物基体由热固性硬树脂(例如碱催化酚醛树脂)或具有回弹性的弹性树脂(例如聚氨酯)构成。通常,将树脂前体与磨粒混合,并引入模具中。将模具加热到足够高的温度并保持一段时间,使前体进行反应而形成固化的树脂系统。通过对其中均匀地混合有磨粒的可热成型的材料进行注射成型来制造模制的磨料制品的方法是公知的。例如,专利文献US5209760、5232470、5607488和5632790以及WO96/33638和EP551714披露了这种工艺方法。
专利文献US6179887披露了一种制造磨料制品的方法,该方法包括以下步骤:
将有效量的磨粒供入磨料制品的模具的至少一部分中,其中所述的磨料制品具有多个刚毛段部分;
将粘结剂前体基质供入磨料制品的模具中,其中粘结剂前体基质包含选自聚氨酯/脲粘结剂和环氧粘结剂中的至少两种相互反应的成分;以及
使粘结剂前体在磨料制品的模具中固化,从而将磨粒固定在由粘结剂前体基质形成的粘结剂中。一般而言,将模具加热到(例如)60-80℃的温度,保温1小时,使粘结剂部分固化,此后从模具中取出磨料制品,并另外在(例如)100℃保温18-24小时。粘结剂前体通过(例如)以100psi的压力注射的方式被注入到模具中。
使用固化型树脂粘结剂的一个缺点是,由于树脂粘结剂系统完全固化需要时间,所以这种成型制品的生产方法往往较慢。
通过对热塑性材料和磨料的混合物进行注射成型来制造模制的磨料制品,可提供一种较快的工艺,但该工艺存在几个缺点。第一,可以结合到热塑性树脂中并可成功地注射到模具中的磨料的量是有限的,通常小于10体积%。第二,整个成型制品中都填充有磨料,但是可能有些制品区域不需要磨料。第三,由于磨粒的存在,所以机器的注射成型塑化单元(包括螺杆筒体和单向阀)受到很严重的磨损。
人们试图通过将磨粒引入模具中、然后对热塑性树脂进行注射成型的方法来制造成型制品,但结果并不是特别成功。第一,磨粒必须具有足够的尺寸并在模具中充分分布,使得熔融的热塑性树脂可以完全填充颗粒之间的空隙,以便保证颗粒被保持在热塑性树脂基体中。第二,热塑性树脂与磨粒之间的结合力不太强,这是因为矿物颗粒往往具有光滑的表面。第三,当热塑性树脂被注射到模具中时,磨粒往往移位,特别是在使用小的磨粒时更是如此。
鉴于上述问题做出本发明。
根据本发明,提供一种制造磨料制品的方法,该方法包括:在磨料制品的模具的至少一部分中使磨料团块颗粒定位,将熔融的热塑性粘结剂树脂注射到磨料制品的模具中,使热塑性粘结剂树脂冷却,从而将磨料团块颗粒固定在热塑性粘结剂树脂中。
已经发现,使用磨料团块颗粒可以容易地通过将热塑性粘结剂树脂注射到磨料制品的模具中并成型而制成模制的磨料制品,其中模具中容纳有磨料团块颗粒。所述磨粒团块的粒度通常为至少0.5mm,其中包含多个与粘结剂结合在一起的磨粒。磨料团块颗粒足够大,以便于熔融的热塑性聚合物从它们之间经过,并且其往往具有包含磨料突出部分的粗糙表面,从而提供与热塑性粘结剂的良好的锚固作用。
由于在本发明的工艺中磨料不经过注射成型塑化单元,因此对注射成型机的磨损极小。由于磨料团块颗粒与热塑性粘结剂被分开引入到模具中,所以可以使成型制品容易地达到高的磨料装填量,该磨料装填量远远高于其中包括对磨粒和热塑性树脂组合物进行注射成型操作的工艺所达到的水平。此外,通过适当的模具设计和磨料团块颗粒的布置,可以将装填的磨料限制在所需的位置上。因此,所得模制的磨料制品的多个部分(例如,安装系统部分、支承板部分等)中均可以没有磨料。
本文使用的术语“磨料团块”是指包括通过粘结剂结合在一起的多个磨粒的颗粒。术语磨料“颗粒”的其它称谓是“细粒”、“磨粒”、“微粒”、“矿物”和“粒状物”。在本申请文件的下文中,“磨粒”用于指基本的磨料颗粒(base abrasive particle),“团块”用于指包含结合在粘结剂基体中的多个磨粒的大颗粒。
磨料团块可任选地包含其它添加剂,例如填料、偶联剂、研磨剂、表面活性剂、润湿剂、颜料、染料、增塑剂和悬浮剂。粘结剂可以是有机的和/或无机的。磨粒团块可以具有随机形状或具有与其相关的预定形状。该形状可以是块状、圆柱形、锥形、硬币形、正方形,等等。优选地是,磨料团块的筛分平均粒度至少为0.5mm。特别有用的磨料团块颗粒的筛分平均粒度在0.2-3mm的范围内,优选为0.5-2mm。可以根据磨料的最终用途来选择形成团块的单个磨粒的粒度。可以使用粒度在P12-P3000的范围内的磨粒。
例如,专利文献US4,311,489、4,652,275、4,799,939、5,549,962、5,975,988、6,521,004、6,620,214和200/0095871、以及WO02/33019、WO02/33030、WO02/32832和WO02/094506均披露了合适的磨料团块及其制备工艺。
可以用于磨料团块的示例性磨粒包括熔融氧化铝磨粒、陶瓷氧化铝磨粒、熔融白刚玉磨粒、热处理氧化铝磨粒、熔融棕刚玉磨粒、二氧化硅磨粒、碳化硅磨粒、绿色碳化硅磨粒、碳化硼磨粒、碳化钛磨粒、氧化铝-氧化锆磨粒、金刚石磨粒、二氧化铈磨粒、或其组合。优选地是,陶瓷氧化铝是按照以下方法制成的:例如美国专利No.4314827、4744802、4623364、4770671、4881951、5011508和5213591中公开的溶胶-凝胶法;或者例如美国专利No.5,593,467、5,645,618和5,651,801中公开的烧结无水氧化铝粉的方法。所述的陶瓷氧化铝磨粒包含α-氧化铝以及可任选的金属氧化物改性剂,例如氧化镁、氧化锆、氧化锌、氧化镍、氧化铪、氧化钇、二氧化硅、氧化铁、二氧化钛、氧化镧、二氧化铈、氧化钕及其组合。陶瓷氧化铝还可以可任选地包含成核剂,例如α-氧化铝、氧化铁、氧化铁前体、二氧化钛、氧化铬或其组合。该陶瓷氧化铝还可以具有(例如)美国专利No.5,201,916和5,090,968中描述的形状。
磨粒还可以具有表面涂层。表面涂层可以提高团块中磨粒和粘结剂之间的粘附力,以及/或者可改变团块的研磨特性。美国专利No.5,011,508、1,910,444、3,041,156、5,009,675、5,213,591和5,042,991披露了这种表面涂层。
磨粒的表面中还可以含有偶联剂,例如硅烷偶联剂。偶联剂往往会增强固体(例如,磨粒与固化型粘结剂前体)表面之间的粘附力。适合用于本发明中的偶联剂的例子包括有机硅烷、锆铝酸盐和钛酸盐。
本发明中使用的磨粒典型的平均粒度范围为约125-1500微米。可用的磨粒的典型莫氏硬度为至少约7,优选为至少约8,更优选为大于9。术语“莫氏硬度”是指对应于“莫氏硬度标度”中某一刻度的数值。“莫氏硬度标度”是矿物硬度的等级表(参见Lafferty,Peter,“The Dictionary of Science”,第386页(1993),或“Handbook ofChemistry and Physics”,第F-22页(1975))。
特别优选的磨料团块颗粒是按照专利文献WO02/33019中描述的工艺、但使用热固化型甲阶酚醛树脂代替辐射固化型丙烯酸树脂制备而成的。而且,该团块颗粒为磨粒和固化的有机粘结剂结合而成的“陶瓷聚集体前体颗粒”的形式,并且其尚未像专利文献WO02/33019中披露的那样受到最终的高温烧制处理(用于将前体颗粒转变成陶瓷聚集体颗粒)。优选的磨粒是氧化铝磨粒,特别是经过热处理的熔融氧化铝磨粒(可购自位于奥地利Vallach的Treibacher公司,商标是ALODUR FRPL)。优选的甲阶酚醛树脂是固含量为75重量%的甲阶酚醛树脂水分散体,该树脂的酚与甲醛之比为1.5-2.0∶1,并且已用占树脂重量2.5重量%的氢氧化钠催化过。
可用作热塑性粘结剂树脂的物质多种多样,包括热塑性聚合物(TP)和热塑性弹性体(TPE)。
适于本发明使用的热塑性聚合物的例子包括聚碳酸酯、聚醚酰亚胺、聚酯、聚乙烯、聚砜、聚苯乙烯、聚丁烯、丙烯腈-丁二烯-苯乙烯嵌段共聚物、聚丙烯、缩醛聚合物、聚氨酯、聚酰胺及其组合。一般而言,本发明优选的热塑性聚合物是那些熔化温度高并且耐热性好的物质。适于本发明使用的、市售可得的热塑性聚合物的例子包括:可得自位于美国南卡罗来那州Sumter市EMS-American Grilon公司的尼龙6/12(GrilonTM CR9共聚物);可得自位于美国特拉华州Wilmington市Himont USA公司的聚丙烯基热塑性物质(ProfaxTM和KS075)以及可得自位于美国德克萨斯州Houston市Shell Chemical公司的聚丁烯基热塑性物质(DuraflexTM)。
适于本发明使用的一类具体的热塑性聚合物是聚酰胺树脂材料,其特征是具有酰胺基团,即-C(O)NH-。可以使用各种聚酰胺树脂材料(即尼龙),例如尼龙6/6或尼龙6。尼龙6/6是己二酸和六亚甲基二胺的缩聚产物。尼龙6/6的熔点为约264℃,并且拉伸强度为约770kg/cm2。尼龙6是ε-己内酰胺的聚合物。尼龙6的熔点为约220℃,并且拉伸强度为约700kg/cm2。根据本发明可使用的市售可得的尼龙树脂的例子包括:“Vydyne”,由位于美国密苏里州St.Louis市的孟山都公司出品;“Zytel”和“Minion”,均由位于美国特拉华州Wilmington市的Du Pont公司出品;“Trogamid T”,由位于美国新泽西州Piscataway市的Huls America公司出品;“Capron”,由位于美国新泽西州Morristown的Allied Chemical公司出品;“Nydur”,由位于美国宾夕法尼亚州Pittsburgh市的Mobay公司出品;以及“Ultramid”,由位于美国新泽西州Parsippany市的BASF公司出品。
在诸如高速、高应力场合之类的一些情况中,可模塑的聚合物优选为热塑性弹性体、或者包含热塑性弹性体。出版物“ThermoplasticElastomers.A Comprehensive Review”(由N.R.Legge,G.Holden和H.E.Schroeder编著(本文称为“Legge等人”),由位于美国纽约的Hanser Publishers出版公司于1987年出版)对热塑性弹性体(或TPE)进行了定义及综述。热塑性弹性体(如在此所使用的热塑性弹性体)一般是低当量重量的多官能单体与高当量重量的多官能单体的反应产物,其中低当量重量的多官能单体的官能度为至多约2,其当量重量为至多约300,并且能够在聚合时形成硬链段(并且,该硬链段可与其它硬链段或结晶态硬区(或硬结构域)结合);高当量重量的多官能单体的官能度为至少约2,其当量重量为至少约350,并且能够在聚合时生成连接硬区(或硬结构域)的软的柔性链。
弹性体是其以下性质类似于天然橡胶的物质的通称,所述性质为:在拉力下伸长,具有高的拉伸强度,回缩迅速,并且可基本恢复其原始尺寸,“热塑性弹性体”与“热塑性塑料”和“弹性体”的不同之处在于:热塑性弹性体(与弹性体不同)在被加热到高于硬区的熔化温度时可形成均匀的熔体,可以通过诸如注射成型等热塑技术对其进行加工。随后将其冷却使得再次分为硬区和软区,最后得到具有弹性性质的材料,而在热塑性塑料中则不会出现上述情况。热塑性弹性体兼具热塑性材料的可加工性(在熔化时)和常规热固性橡胶的功能和性质(当在其非熔化状态),并在本领域中被称为离子型热塑性弹性体、嵌段型热塑性弹性体或嵌段离子型热塑性弹性体。所述“段”的形式包括“硬链段”,其与形成结晶态硬结构域相关,并且由又“软”又长的柔性聚合物链连接在一起。硬结构域的熔化温度或解离温度(disassociation temperature)高于软聚合物链的熔化温度或解离温度。
市售可得的热塑性弹性体(TPE)包括嵌段型热塑性弹性体、由热塑性弹性体和热塑性聚合物构成的混合物、以及离子型热塑性弹性体。
在本文中,“嵌段型热塑性弹性体”是热塑性弹性体的子类,其基于高当量重量的多官能单体与低当量重量的多官能单体的反应产物这样的聚合物。优选地是,嵌段型热塑性弹性体是平均官能度为至少2并且当量重量为至少约350的高当量重量的多官能单体、与平均官能度至多约2并且当量重量小于约300的低当量重量的多官能单体的缩聚反应产物。所述的高当量重量的多官能单体在聚合时能形成软链段,所述的低当量重量的多官能单体在聚合时能形成硬链段。本发明中可使用的嵌段型热塑性弹性体包括通过适当地选择低当量重量的多官能单体和高当量重量的多官能单体而制成的下述各种TPE:聚酯TPE、聚氨酯TPE和聚酰胺TPE、以及有机硅弹性体/聚酰亚胺嵌段共聚TPE。
优选地是,嵌段型TPE包含“扩链剂”,所述的扩链剂是活性氢官能度为约2-8的低分子量化合物(通常,其当量重量小于300),这是TPE领域所公知的。特别优选的例子包括乙二胺和1,4-丁二醇。
“离子型热塑性弹性体”是热塑性弹性体的子类,其基于离子型聚合物(离聚物)。离子型热塑性弹性体由在多个位置处通过离子缔合作用或离子簇结合在一起的两根或多根柔性聚合物链构成。离聚物是通过官能化单体与烯类不饱和单体共聚而制成,或者通过对预聚物直接官能化而制成。羧基官能化的离聚物是通过丙烯酸或甲基丙烯酸与乙烯、苯乙烯和类似的共聚单体通过自由基共聚反应而直接共聚得到的。所得到的共聚物一般可用作游离酸,可以用金属氢氧化物、金属醋酸盐和类似的盐将其中和到所需的程度。在Legge等人的出版物(第231-243页)中对离聚物的历史及相关专利进行了综述。
在本发明的方法中,TPE和TP材料的混合物也可用作热塑性粘结剂树脂,从而使得在设计本发明的磨料制品的力学性能时具有更大的灵活性。
市售可得的并且优选的嵌段型聚酯TPE包括:商品名为“HytrelTM 4056”、“HytrelTM 5526”、“HytrelTM 5556”、“HytrelTM6356”、“HytrelTM 7246”和“HytrelTM 8238”的产品,可得自位于美国特拉华州Wilmington市的E.I.Du Pont de Nemours and Company公司;最优选的嵌段型聚酯TPE包括“HytrelTM 5526”、“HytrelTM5556”和“HytrelTM 6356”。类似的热塑性聚酯类TPE可得自商品名为RITEFLEX的产品(由Hoechst Celanese公司出品)。其它还可使用的聚酯TPE为:商品名为ECDEL的产品,可得自位于美国田纳西州Kingsport市的Eastman Chemical Products公司;商品名为LOMAD的产品,可得自位于美国马萨诸塞州Pittsfield市的General Electric公司;商品名为ARNITEL的产品,可得自DSM Engineered Plastics公司;以及商品名为BEXLOY的产品,可得自Du Pont公司。其它可用的聚酯TPE包括:商品名为LUBRICOMP的产品,可得自位于美国宾夕法尼亚州Exton市的LNP Engineering Plastics公司;以及市售可得的掺有润滑剂、玻璃纤维增强物和碳纤维增强物的那些。
市售可得的并且优选的嵌段型聚酰胺TPE包括:商品名为PEBAX和RILSAN的产品,两者均可得自位于美国新泽西州GlenRock市的Atochem公司。
市售可得的并且优选的嵌段型聚氨酯TPE包括:商品名为ESTANE的产品,可得自位于美国俄亥俄州Cleveland市的B.F.Goodrich公司。其它优选的聚氨酯TPE包括:商品名为PELLETHANE和ISOPLAST的产品,均可得自位于美国密执根州Midland市的道康宁公司;商品名为MORTHANE的产品,可得自Morton Thiokol公司的Morton Chemical分部;以及商品名为ELASTOLLAN的产品,可得自位于美国密执根州Wyandotte市的BASF公司。
美国专利No.5,443,906也描述了热塑性弹性体。
优选地是,热塑性粘结剂树脂包含润滑剂。粘结剂中存在润滑剂会减小磨料接触工件表面时的摩擦力。这样就会减少精制工件时产生的热量。过量的热可导致在工件上留下磨料残留物,或者损坏工件。可用于热塑性塑料和热塑性弹性体的合适的润滑剂包括(例如):硬脂酸锂、硬脂酸锌、硬脂酸钙、硬脂酸铝、亚乙基双硬脂酰胺、石墨、二硫化钼、聚四氟乙烯(PTFE)和有机硅化合物。
可用作润滑剂的优选的有机硅材料的一个例子是式(A)所表示的高分子量聚硅氧烷:

其中R、R1、R2、R3、R4、R5、R6和R7可以相同或不同,并且可以是烷基、乙烯基、氯代烷基、氨基烷基、环氧基、氟代烷基、氯、氟或羟基;n等于或大于500,优选为等于或大于1,000,更优选为1,000-20,000,最优选为1,000-15,000。
另一种优选的聚硅氧烷是式(B)所表示的聚二甲基硅氧烷:
其中R和R7可以相同或不同,并且可以是烷基、乙烯基、氯代烷基、氨基烷基、环氧基、氟代烷基、氯、氟或羟基;n等于或大于500,优选为等于或大于1,000,更优选为1,000-20,000,最优选为1,000-15,000。
聚硅氧烷可以以多种不同的形式(例如,聚硅氧烷的化合物本身或浓缩物的形式)得到。其中可以与聚硅氧烷化合的聚合物的例子包括:聚丙烯、聚乙烯、聚苯乙烯、聚酰胺、聚缩醛、丙烯腈-丁二烯-苯乙烯(ABS)、以及聚酯弹性体,所有这些都是市售可得的。有机硅改性的HytrelTM为市售可得的BY27-010(或MB50-010),有机硅改性的尼龙6/6为市售可得的BY27-005(或MB50-005),两者均由位于美国密执根州Midland市的道康宁公司出品。
通常,市售可得的浓缩物可能含有40-50重量%的聚硅氧烷,但是,为了本发明的目的,只要在最终产品中可达到所需的重量百分数,则任何重量百分数都是可以接受的。优选地是,润滑剂在热塑性粘结剂(不包括磨料团块的含量)中的用量最多可达约20重量%,但根据需要其用量可以更多或更少。
热塑性粘结剂树脂还可以包含填料。可用的颗粒填料和纤维填料多种多样。一般而言,填料的用量小于热塑性粘结剂重量的20%。优选的填料包括软木颗粒,已经发现它可以提高成型性能并减小形成毛边的倾向。另外,软木的存在会减小磨具产品在使用时在工件上留下污迹的趋势。
在根据本发明的方法中,方便地是,将粘结剂树脂注射到磨料制品的模具中的步骤包括使用能够将模具保持在垂直方向的注射成型机。很多公知的注射成型系统都是水平方向的,熔化的物料被水平输送到模具那一侧。但是,由于在注射熔融的热塑性粘结剂之前,磨料团块颗粒被定位在模具中,因此方便地是,设计一种使得磨料团块颗粒在重力作用下保持在其位置中的模腔,并垂直向下地将熔融的热塑性物料注射到模具中。
根据最终产品的不同,模腔可以采用多种形式。如果磨具产品为砂轮或类似的形式,则模腔可以基本上完全充满磨料团块颗粒;或者模腔可以被设计成在限定区域内(例如在圆盘的外表面)容纳磨料团块颗粒。重要地是,将模腔如此设计,使得在注射成型过程中当磨料团块颗粒与熔融的热塑性粘结剂的流体接触时,磨料团块颗粒不会向模腔的其它部分移动。这可以通过多种技术实现。理想地是,将模腔设计成使得磨料团块颗粒位于距离熔融的热塑性粘结剂进入模具的注射点最远的位置处。按这种方式,即使模腔中未充满颗粒,当熔融的热塑性流体到达颗粒时,颗粒也无处可去,从而将颗粒保持在所需的位置中。另一种技术是将模腔设计成具有一个或多个凹部,其中可以填充磨料团块颗粒,从而当颗粒与熔融的热塑性粘结剂的流体接触时,将颗粒限制在所述的凹部中。
根据另一种技术,通过使用可以使熔融的热塑性粘结剂从其中流过而磨料团块颗粒不能从其中流过的筛(screen)、网(web)、稀松布(scrim)、薄膜(membrane)或网状物(mesh),使得磨料团块颗粒被限制在模腔的某一区域内。用于形成所述筛的合适材料包括由塑料、金属、玻璃纤维、陶瓷或玻璃材料制成的织造材料、非织造材料、编织材料和有孔材料。例如,在模制研磨盘的情况下,可以将一层或多层磨料团块颗粒施加到模腔的底部,并用防止颗粒运动的薄膜或网状物将其覆盖。在注射成型过程中,熔融的热塑性粘结剂流过网状物而形成基体,该基体将磨料团块颗粒和网状物都包住。
磨料团块和热塑性粘结剂树脂的用量可以根据磨料制品的具体结构的不同而广泛地变化。在一些情况下,磨料团块被限制在磨料制品的表面,而在另一些情况下,磨料团块可以遍布在磨料制品的一部分中或整体中。一般而言,磨料制品包含每重量份的磨料团块至少一重量份的热塑性粘结剂树脂,通常为每重量份的磨料团块1-20重量份的热塑性粘结剂树脂。
注射成型技术是本领域公知的。如上所述,方便地是,将注射成型装置设计成垂直定位;但其也可以水平定位,只要模腔按上述方向定位即可。注射成型装置一般具有料斗,该料斗将通常为粉末状或粒状的热塑性粘结剂物料输送到螺杆注射机的第一侧,螺杆注射机一般具有位于料筒内的螺杆。与螺杆注射机相对的一侧具有用于使软化的物料进入模具的注入嘴。加热注射机的料筒使物料熔化,并且旋转的螺杆向注入嘴的方向推动物料。然后螺杆朝注入嘴作直线运动,使熔融物料在所需的压力下被“射入”模具内。在螺杆的前端和注入嘴之间通常保持一定的间隙,从而为尚未被注射到模具中的软化物料提供一个缓冲区。
注射成型装置的料筒温度一般为约200-250℃。模具优选被加热到50-150℃的温度,更优选为约100-140℃的温度。成型周期(从进入螺杆挤出机到打开模具取出制品的时间)一般为0.5-180秒,通常为约5-60秒。注射压力一般为100-1000psi(690-6900kPa),通常为300-700psi(2070-4830kPa)。
下面将参考附图来描述本发明:
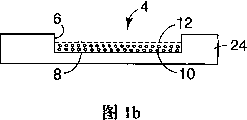
图1a和1b分别是本发明所用的模腔的俯视图和剖视图,图1c是可用于该模具中的底部的一部分的等轴测视图;
图2a和2b分别是本发明所用的另一种可供选用的模具的俯视图和剖视图;
图3是例子2使用的模具嵌件的立体图;
图4是使用图3所示的嵌件制备的成型制品的立体图;
图5是沿图4中的线C-C’的剖视图;
图6是例子3使用的模具的立体图;
图7是沿图6中的线D-D’的剖视图;
图8是使用图6和7所示的模具制备的成型制品的立体图;以及
图9是沿图8中的线E-E’的剖视图。
参见图1a和1b,模具块2具有圆筒形的模腔4,模腔4具有圆筒形的侧壁6和底部8。该模具被设计成用于形成研磨盘。模具的上部(顶盖)未示出。例子1和2使用的模具均具有平的顶盖,该顶盖具有单独一个位于顶盖中心的注射口。但是,顶盖也可以被构造成具有合适的安装机构,例如中心部具有螺纹的凸台。
一层或多层磨料团块10散布在模具底部8上。在一些例子中,模腔中可以完全充满磨料团块颗粒。如图1b所示,模腔中未完全充满磨料团块颗粒。为了确保在注射成型过程中在熔融的热塑性物料流动时磨料团块颗粒10不会移动,如果需要,可以在磨料团块颗粒10上放置筛、网、稀松布或网状物12。该模具是闭合的并与注射成型装置相连,并且熔融的热塑性粘结剂被注入其中。在热塑性粘结剂凝固时,打开模具,并取出磨料制品。
图1(a)和1(b)所示的模具用于例子1中。模制的磨料制品的尺寸与模具的内部尺寸相等,即:
外径:50mm
厚度:5mm
除了图1b所示的平坦表面以外,模具底部8还可以被构造成使得模制的磨料制品具有纹理化表面的形状。如图1c所示,底部8可以具有多个具有一定形状的凹部14。磨料团块置于凹部14中,由于颗粒被限制在凹部中,因此在注射成型过程中不会由于熔融的热塑性粘结剂的流动而使颗粒移位。根据磨料制品所需的表面纹理的不同,凹部14可以为任何所需的形状。
图2a和2b是适于本发明使用的另一种模具的俯视图和剖视图。模具2具有类似于图1所示模具的圆筒形模腔。模具底部8是可拆卸的,如果需要,可将其替换为具有纹理化表面的模具底部。可拆卸的中心嵌件16定位在模具底部上,从而在嵌件16和圆筒壁6之间形成环18。在注射成型之前将磨料团块颗粒填充在该环中。
在圆筒形模腔的上方设置一块分隔板20,分隔板20与中心嵌件16隔开一定距离,使得支承板22在注射成型过程中与上述磨料环一体成形。分隔板具有中心凹部24,其与连接注射成型机的管道26相通。在盖板28中形成管道26。
在使用时,将磨料团块颗粒装到环18中,并完全充满该环。将分隔板20置于模腔上方,并固定盖28。熔融的热塑性粘结剂从注射成型机流出、经过管道26、并通过分隔板20的中心凹部24进入模腔。熔融的热塑性粘结剂从嵌件16之上流过、并渗入位于环18中的磨料团块颗粒之间的空隙中,最后到达模具底部8。熔融物料完全充满整个模腔。在凝固后,去掉盖28和分隔板20,并从模具中取出磨料制品。该制品具有由热塑性粘结剂形成的支承板22,支承板22支撑着研磨环18,研磨环18包含位于热塑性粘结剂基体中的磨料团块颗粒。如果需要,可以在注射成型之前将增强件装入模具中,以用于增强支承板22。
图3所示的模具嵌件用于图1(a)和1(b)所示的模具中,用于制备例子2的产品。
将钢嵌件30装入模具中。该嵌件的外径为50mm,其外侧圆环32的厚度为0.5mm,中心轮毂34的直径为24mm,并且其厚度比外侧圆环32厚3mm。模制的磨料制品示于图4和图5中。模制的磨料制品的尺寸与安装有该嵌件的模具的内部尺寸相等,即:
外径 50mm
中心较薄部分36的直径 24mm
中心较薄部分36的厚度 1.5mm
外圆环38的厚度 4.5mm
图6和7示出例子3中使用的模具。该模具包含具有台阶状中心部分42的环状凹部40,在其中心处设置有升高的凸台44,用于在成型制品中形成中心孔46(图8和9)。团块10置于环状凹部40中。该模具具有平的顶盖(图中未示出),该顶盖具有4个位于环状凹部40周围的注射口。
模制的磨料制品的尺寸与模具的内部尺寸相等,即:
外径 103mm
内孔46的直径 22mm
外圆环部分48的厚度 12mm
内圆环部分50的厚度 2mm
内圆环部分50的直径 69mm
下面将通过以下例子对本发明进行说明,其中使用以下材料、试验方法和设备:
材料:
“MBTM 50-010”一种有机硅改性聚酯弹性体基的聚合物熔体添加剂,可购自位于美国密执根州Midland市的道康宁公司(商品名为“MB 50-010”)
“HytrelTM 6356”一种聚酯基TPE(热塑性弹性体),可购自位于美国特拉华州Wilmington市的E.I.Du Pont de Nemours andCompany公司(商品名为“HytrelTM 6356”)
“HytrelTM 5526”一种聚酯基TPE(热塑性弹性体),可购自位于美国特拉华州Wilmington市的E.I.Du Pont de Nemours andCompany公司(商品名为“HytrelTM 5526”)
“HytrelTM 4056”一种聚酯基TPE(热塑性弹性体),可购自位于美国特拉华州Wilmington市的E.I.Du Pont de Nemours andCompany公司(商品名为“HytrelTM 4056”)
“Colour Masterbatch”一种预混合的塑料颗粒,可得自Dupontde Nemours公司,商品名为“Green Colour Masterbatch”或“WhiteColour Masterbatch”或“Brown Colour Masterbatch”,其由以下物质制成:
50重量%的HytrelTM 5526,由Dupont de Nemours公司出品,和
50重量%的粉末状染料,该染料可购自BASF Coating S.A.S.公司(地址为Zone Industrielle de Breuil le Sec,60676 Clermont de l’OiseCedex,France),商品名为“Sicoversal H Vert 99.02.0229”(绿色)或“Sicoversal H.Blanc 00.02.317”(白色)或“Sicoversal H Marron RAL8017”(棕色)。
“Orgalloy R 6600”一种聚酰胺/聚丙烯混合物,可购自ElfAtochem公司(地址为Uerdinger Strasse 5,D-40474 Düsseldorf,Germany)(商品名为“Orgalloy R 6600”)
“Pebax 3533”一种聚醚嵌段酰胺,可购自Elf Atochem公司(地址为Uerdinger Strasse 5,D-40474 Düsseldorf,Germany)(商品名为“Pebax 3533”)
“Pebax 6333”一种聚醚嵌段酰胺,可购自Elf Atochem公司(地址为Uerdinger Strasse 5,D-40474 Düsseldorf,Germany)(商品名为“Pebax6333”)
“Hostalen GM50-50”一种刚性聚乙烯聚合物,可购自BasellPolyolefine GmbH(Elenac(BASF/Shell))公司(地址为Rheinstrase4G,55116 Mainz,Germany)(商品名为“Hostalen GM50-50”)
“Cork#2-3”软木颗粒,可购自Sociétéau Liegeur公司(地址为9,Avenue du Maréchal Leclerc-BP41,40141 Soustons,Cedex,France)(商品名为“Cork#2-3”)
“P50 Alodur BFRPL”一种50号粒度的氧化铝磨粒,可购自Treibacher公司(地址为Vallach Austria)(商品名为“P50 AlodurBFRPL”)
“P120 Alodur BFRPL”一种120号粒度的氧化铝磨粒,可购自Treibacher公司(地址为Vallach Austria)(商品名为“P120 AlodurBFRPL”)
“P36级碳化硅”,可购自Kempten GmbH公司(地址为Grefrath,Germany)(商品名为“P36级碳化硅”)
“磨料团块”
制造磨料团块的方法如专利文献WO02/33019所述,不同之处在于使用热固化型甲阶酚醛树脂代替辐射固化型丙烯酸树脂。而且该团块颗粒为磨粒与固化的有机粘结剂结合而成的陶瓷聚集体前体颗粒的形式,并且未经受最终的高温烧制处理(用于将颗粒转变成陶瓷聚集体颗粒)。所述的磨粒是经过热处理的熔融氧化铝磨粒,可购自Treibacher公司(地址为Villach,Austria),商品名为ALODURBFRPL。
所述的甲阶酚醛树脂是含75固体重量%的甲阶酚醛树脂的水分散体,该树脂的酚与甲醛的比例为1.5-2.0∶1,并且已用占树脂重量2.5%的氢氧化钠催化。
所述的团块包含55-85重量%的氧化铝,5-15重量%的酚醛树脂,1-5重量%的无定形硅酸盐,以及10-25重量%的无机氟化物。
“P36磨料团块”是使用P36号粒度的Alodur BFRPL按上述方法制成的;
“P50磨料团块”是使用P50号粒度的Alodur BFRPL按上述方法制成的;
“P120磨料团块”是使用P120号粒度的Alodur BFRPL按上述方法制成的。
由P36、P50和P120磨料团块构成的团块颗粒大致是圆柱形的,并且该圆柱形的长度和直径大致相等。41重量%的颗粒的直径和长度在1mm-2mm之间,58重量%的颗粒的直径和长度在0.5mm-1mm之间,其余1重量%为尺寸小于0.5mm的具有随机形状的细颗粒。
粘结剂配制物
粘结剂配制物1
| 原料 | 重量% |
| Hytrel 6356 | 62 |
| Hytrel 5526 | 14 |
| MB 50-010 | 20 |
| Colour Masterbatch | 4 |
| 合计 | 100 |
粘结剂配制物2
| 原料 | 重量% |
| Hytrel 6356 | 84 |
| Hytrel 5526 | 16 |
| 合计 | 100 |
粘结剂配制物3
| 原料 | 重量% |
| Hytrel 6356 | 84 |
| MB 50-010 | 16 |
| 合计 | 100 |
粘结剂配制物4
| 原料 | 重量% |
| Hytrel 5526 | 84 |
| MB 50-010 | 16 |
| 合计 | 100 |
粘结剂配制物5
| 原料 | 重量% |
| Hytrel 4056 | 84 |
| MB 50-010 | 16 |
| 合计 | 100 |
粘结剂配制物6
| 原料 | 重量% |
| Hytrel 4056 | 41.4 |
| Hytrel 5526 | 41.4 |
| MB 50-010 | 15.8 |
| Colour Masterbatch | 1.4 |
| 合计 | 100 |
粘结剂配制物7
| 原料 | 重量% |
| Hytrel 7246 | 82.3 |
| MB 50-010 | 15.7 |
| Colour Masterbatch | 2.0 |
| 合计 | 100 |
粘结剂配制物8
| 原料 | 重量% |
| Orgalloy R6600 | 84 |
| MB 50-010 | 16 |
| 合计 | 100 |
粘结剂配制物9
| 原料 | 重量% |
| Pebax 3533 | 84 |
| MB 50-010 | 16 |
| 合计 | 100 |
粘结剂配制物10
| 原料 | 重量% |
| Pebax 6333 | 84 |
| MB 50-010 | 16 |
| 合计 | 100 |
粘结剂配制物11
| 原料 | 重量% |
| Hostalen GM50-50 | 84 |
| MB 50-010 | 16 |
| 合计 | 100 |
试验方法
试验方法1(切削和磨损)
范围:
通过采用5次慢速经过铝板的方法来测试切削和磨损,从而定量地表示研磨盘的切削性能和磨损情况。
设备:
ABB Robot IRB 3000,可得自Asea Brown Boveri公司(地址为ABB MC F-95310,Saint Ouen L’Aumone,France)。
AEG 600瓦直角研磨机,可得自Leroy Merlin公司(地址为14,Bd Victor Bordier,95370 Montigny-les-Cormeilles,France)。
工具:
该试验使用的工具是AEG 600瓦直角研磨机。该工具被设定为:空载速度为10000rpm,而在切削试验过程中则在9600rpm-9700rpm之间运转。使用电子频闪测速计以及位于心轴上的一块反射胶带对实际转速进行检测。
研磨盘夹持器是超硬RolocTM Disc Holder,可得自3M France公司(地址为Bd de l’oise 95000 Cergy,France),其尺寸与被测研磨盘的尺寸相同。
试验消耗材料
切削试验使用240mm×480mm×3mm(厚度)的铝板,用螺栓将铝板固定在自动工作台上。试验材料是铝:货号为Ag3,由CTA/BONIAZ公司(地址为50,Avenue des Chataigners,95150Taverny,France)提供。
试验说明:
在试验开始之前称铝板和研磨盘的重量,并在试验结束后再次称重。铝板的每个位置(总是在未用过的表面上)仅使用一次。铝板的顶面和底面都可以用于试验。
在第一次试验开始之前,必须将工具夹持器相对于所用的工具调节到平衡状态,接着使用测力计测量动态升高和降低工具时的负载,由此测量实际工作力。调节平衡后的工具被升高和降低时所测得的测量值是最大力和最小力的范围。
用螺栓将铝板固定在自动台上,将研磨盘安装在RolocTM夹持器(该夹持器被安装在直角研磨机上)上。然后启动自动台。
启动自动台,使得研磨盘接触铝板(从铝板的一条长边开始)、横向通过铝板(240mm的行程)、升高、返回,然后重复该循环。
一次试验总共由5次上述动作构成。横向速度是12.5mm/s,接触压力是23-34N。总是在板的新鲜表面上开始进行试验。试验程序被记录在自动台存储器中,将其标记为程序“65”。
切削测量值是铝板的初始重量和结束重量之差。以研磨盘的重量损失作为磨损率。
在进行切削试验时,自动台以与垂直方向成13度角的方式夹持着研磨盘,并拖曳着研磨盘前行使之与铝板接触。
试验方法
样品说明和制备:
-研磨盘样品在用于本试验之前应该经过最少48小时的老化,从而使聚合物结晶的影响达到最小;
-样品在开始试验之前应该在常压条件下保持至少1小时。
试验步骤:
-将铝板的安装件安装到自动台上;
-将AEG 600瓦直角电动研磨机安装到自动台上;
-将RolocTM夹持器安装到电动研磨机上;
-使自动台压力传动器与研磨机重量达到平衡;
-测量并记录研磨机的动态工作压力,合适的压力应该是返回时为25N,压紧时为35N,如果压力范围与此不同,则调节程序中的压力设定点。
在每次切削试验开始前:
-记录研磨盘的编号;
-记录研磨盘的初始重量;
-记录铝板的初始总重量;
-将研磨盘安装到研磨机的夹持器中;
-安装铝板;
-在切削试验过程中检测工具转速rpm;
-运行自动试验程序#65。
在每次切削试验结束时:
-卸下铝板;
-卸下研磨盘;
-记录研磨盘重量;
-记录铝板重量。
试验结果与计算:
-切削量是铝板在试验前与试验后的重量之差,单位为克;
-磨损量是研磨盘的初始重量与研磨盘的最终重量之差,单位为克。
试验方法2(在电动角磨机上进行切削和磨损试验)
目的:对表面修整用产品的切削和磨损进行评价
概述:
本试验方法模拟焊缝(welding cord)清除操作,为此,使得钢截面与角磨机上的表面修整用旋转盘接触。
本试验测量材料的去除量(以克表示)以及产品的预期寿命(以秒表示)。这项试验是破坏性的,不能测出产品的实际寿命,但是可以根据产品的性能来确定不同产品彼此的相对位次。
消耗品:
试片由扁平的拉拔钢棒A-37-3制成,长100mm、300mm,宽15mm,厚5mm。供应商:CTA/BONIAZ公司(地址为50 Avenue desChataigniers,95150 Taverny,France)。
设备说明:
日立G13 SE电动角磨机,转速为10000rpm,该角磨机装配有功率为1000瓦、可得自Hitachi Power Tools France S.A.公司(地址为Parc De L’eglantier,22 Rues Des Cerisiers,Lissers C.E.1541,91015Evry Cedex,France)的气动装置台;用于调节棒的进给速度和复位速度的系统;测力计,用于检测所述气动装置传递的力;台钳;装在辊上的支撑件;精度为0.01g的天平;数字计时器(精确到1秒);竖立导向装置;后座,其上装有实心接触轮,直径为200mm,宽度为70mm,肖氏硬度为40;转塔。使研磨盘与棒的一角产生接触,其中所述的角是由棒的15mm和5mm的边所形成的,并且使棒的15mm的边与研磨盘的一条直径平行,两者相距47mm。
调节操作/试验准备:
系统调节:借助于压力计(位于所述气动装置台左侧)、通过打开进气阀并转动所述气动装置左侧的调节器来调节该装置的压力。为了核实没有产生压力损失,必须定期检查压力计的压力值。
每次试验前的压力均保持为5巴,然后将压力调节到所需大小,以便清除气压千斤顶中可能存在的杂质。该气动装置配有这样一种系统,该系统可以使棒与研磨盘接触并返回。设定该系统并且千万不能改变所做的设定,因为这样会导致多次试验的结果各不相同。此外,通过2个进气口来调节所述气动装置台的运动速度。因此,可以调节进给速度和复位速度。
试片的制备:
在第一种情况中,需要在用于竖立目的而设置的导向装置的帮助下使棒竖立在砂带上。导向装置是使得每根棒可以按相同的方式实现棒在带上的进给的系统,当棒与带产生接触时所施加的压力恒定不变并等于40N。通过缆绳和滑轮装置与托盘连接的3.4kg的重物提供此压力。将棒固定在导向装置的台钳中,将导向装置设置成使得棒垂直于砂带,为此,必须使支撑装置与后座的外壳接触,缓慢释放所述气动装置台,使棒与之接触3秒,然后使所述气动装置台返回到初始位置,对棒的各个截面重复此操作。在第二阶段,需要对竖立的棒去毛刺,为此,在棒的各个端部使用砂轮,并且使棒以直角的方式接触砂轮,棒的每个截面分别与砂轮接触1或2秒。必须检查确认没有切削刃残留物。
试验程序:
称量第一批(4根)棒各自的重量,以便得到所测产品的初始截面,然后除了第一批(4根)棒以外,使用成批(4根为一批,4×10秒)的棒。称量各批棒,记录其初始重量(P1)。
称量被测研磨盘,记录其初始重量(P2)。
将棒放在台钳中并将其夹紧(棒的截面离研磨盘的距离不能超过2cm,否则所述气动装置的运动距离可能会太短,将研磨盘安装在角磨机的“闭锁装置(instalock)”中,确保将其稳妥地固定。
启动角磨机,检查研磨盘是否仍准确地居中,并打开测试系统左侧的2个位置开关,使得棒自动地接触研磨盘,使棒与研磨盘接触10秒(使用计时器计时10秒,当出现第一个火花时启动计时器,并在计时器显示10秒时使所述气动装置返回)。
改变开关的位置,使所述气动装置台返回到初始位置,并且所有要做的事情是用最初称量的同一批次的新棒替换用过的棒。
当4根棒都被用过时,对其称重并记录最终重量(P3)。
根据需要将该操作重复若干次,直到被测研磨盘全部耗尽。在试验结束时对研磨盘称重(P4)。
在试验结束时,用吹风机吹掉机器和附件上的灰尘。注释:
4根棒对应的接触时间为4×10秒,因此使低温表面与研磨盘接触极为重要;否则,由熔融的钢所形成的颗粒会贴附到研磨盘中,从而使研磨盘完全丧失其切削功效(“磨光”),这会使试验失败。这是使用4根不同的棒的原因。
当试验结束时,需要使控制台快速返回其初始位置,以免托盘(研磨盘支撑装置,参见试验程序)损坏。
试验结束的特征是:切削效果显著减弱(因此火花减少)并且发出沉闷的声音;露出了稀松布。
计算及结果:
可以用所记录的4根一批的棒的重量来计算对应于每批棒(即,40秒)的材料去除量(切削量),
即:(P1-P3)=切削量。
可以用所记录的被测研磨盘的重量来计算其材料损失量,
即:(P2-P4)=磨损量。
报告:
可以用这些结果来对比产品的耐磨性以及产品在执行一定的循环次数时其切削能力的变化情况。结果以表和图的形式给出。
试验方法3(粗糙度测量):
试验标准:DIN 4768-ANSI B 46.1
设备:具有触失的M3型表面光洁度测定仪:NHTB-100,可得自MAHR GmbH公司(地址为Brauweg 38,D-37073 Gottingen,Germany)。
设备和工艺条件
注射成型机
使用Allrounder 270-90-350型和270-90-500型的立式注射成型机,该机可得自Arburg GmbH+Co KG公司(地址为Arthur-Hehl-Str.,72290 Lossburg,Germany)。
#270-90-350机器的最大锁模力为350kN,最大开模行程为325mm,最小模具高度为225mm,最大开模距为550mm,最大顶出力为31.4kN,最大顶出行程为125mm。在这些例子中,注射单元具有以下参数:螺杆直径为22mm,螺杆长度为20.5L/D,最大螺杆行程为100mm,每一行程的最大排量为38cc,最大注射能力为32g,最大注射压力为2400巴,最大注射流量为58cc/s,最大螺杆转速为525rpm,最大螺杆圆周速度为36m/分钟,最大螺杆扭矩为290Nm。
#270-90-500机器的最大锁模力为500kN,最大开模行程为325mm,最小模具高度为225mm,最大开模距为550mm,最大顶出力为31.4kN,最大顶出行程为125mm。在这些例子中,注射单元具有以下参数:螺杆直径为25mm,螺杆长度为18L/D,最大螺杆行程为100mm,每一行程的最大排量为49cc,最大注射能力为41g,最大注射压力为1860巴,最大注射流量为98cc/s,最大螺杆转速为725rpm,最大螺杆圆周速度为57m/分钟,最大螺杆扭矩为290Nm。
除非另有说明,否则都采用以下工艺条件:加热区温度:1区225℃,2区240℃,3区245℃,注入嘴250℃,模具80℃;注射流量:39cc/s;注射时间:1.4s;注射压力:最大值的25%。
干燥器
使用Trockenlufttrockner Digicolor KTT 100型干燥器,该干燥器可得自Digicolor Gesellschaft fur Kunstoffmaschinentechnik GmbH(地址为Eckendorfer Strasse 125a,33609,Bielefeld,Germany)。除非另有说明,否则都采用以下工艺条件:时间:2小时,温度:80℃。
例子
例子1.1到1.3
使用“Allrounder”270-90-350型立式注射成型机以及参照图1(a)和1(b)所述的模具。在这些例子中,在磨料团块/颗粒上放置扁平圆片状的聚丙烯网(货号为5000,可购自Intermas Nets S.A.公司,地址为Ronda de Collsabadell,11-08450,Llinars Del Valles,Spain)。
在各个例子中均使用10克粘结剂配制物1。
例子1.1(本发明)
使用2克P120磨料团块。
例子1.2(对比例)
使用2克P50 Alodur BFRPL。
例子1.3(对比例)
使用2克P120 Alodur BFRPL。
观察:
例子1.1 所制样品表现出磨料团块被良好地包裹。
例子1.2 所制样品表现出集中在研磨盘外侧的磨料被较差地包裹。
用手施压,磨粒就会容易地离开研磨盘表面。
例子1.3 所制样品表现出集中在研磨盘外侧的磨料被较差地包裹。
用手施压,磨粒就会容易地离开研磨盘表面。
结论:这些使用同一种基本模腔的例子表明,与直接使用磨粒的样品相比而言,本发明的磨料团块得到了更好的包裹。
例子2.1到2.3
使用“Allrounder”270-90-350型立式注射成型机以及参照图3所述的模具。将磨料置于环状凹部中。
在例子2.1到2.3中分别使用6.5克粘结剂配制物1。
例子2.1(本发明)
所用磨料是P36磨料团块,用量为5克,注射流量:49cc/s。
例子2.2(本发明)
所用磨料是P50磨料团块,用量为5克,注射流量:98cc/s。
例子2.3(对比例)
所用磨料是P36级碳化硅,用量为4克,注射流量:49cc/s。
观察:
例子2.1:所制样品表现出磨料团块大体上被良好地包裹,但一些小区域包裹得不完全。
例子2.2:所制样品表现出磨料团块大体上被良好地包裹,但一些小区域包裹得不完全。
例子2.3:与例子2.1和2.3的样品对比而言,在例子2.3的样品中,磨粒看上去被更多地推到模具壁上。
试验:
按照试验方法1对例子2.1所制的样品进行测试,并与“标准”非织造研磨盘产品(商品名为“RolocTM Surface Conditioning Disc ACRS”,可得自位于美国明尼苏达州St.Paul市3M中心的3M公司,电话为55144-1000)进行对比。将结果总结在表1中。
表1
| 循环# | 标准产品 | 例子2.1 | 标准产品 | 例子2.1 | 加工区的线性长度(米) |
| 切削量 | 切削量 | 磨损量 | 磨损量 | ||
| (克) | (克) | (克) | (克) | ||
| 1 | 2.7 | 2.4 | 0.34 | 0.07 | 1.1 |
| 2 | 2.4 | 1.9 | 0.29 | 0.09 | 2.2 |
| 3 | 2.3 | 1.7 | 0.24 | 0.1 | 3.3 |
| 4 | 2.2 | 2 | 0.22 | 0.1 | 4.4 |
| 5 | 2.1 | 1.7 | 0.15 | 0.08 | 5.5 |
| 6 | 1.8 | 2.1 | 0.14 | 0.11 | 6.6 |
| 7 | 1.8 | 2.5 | 0.11 | 0.13 | 7.7 |
| 8 | 1.8 | 2.1 | 0.13 | 0.1 | 8.8 |
| 9 | 1.4 | 1.8 | 0.08 | 0.1 | 9.9 |
| 10 | 1.3 | 2.2 | 0.07 | 0.08 | 11 |
| 11 | 1.1 | 1.8 | 0.08 | 0.1 | 12.1 |
| 12 | 1.2 | 1.6 | 0.07 | 0.12 | 13.2 |
| 13 | 1.3 | 1.9 | 0.09 | 0.12 | 14.3 |
| 14 | 1 | 2.2 | 0.06 | 0.14 | 15.4 |
| 15 | 1.1 | 2.1 | 0.05 | 0.15 | 16.5 |
| 16 | 1.3 | 1.9 | 0.05 | 0.12 | 17.6 |
| 17 | 1.2 | 2 | 0.05 | 0.11 | 18.7 |
| 18 | 1.1 | 2 | 0.04 | 0.13 | 19.8 |
注:各栏给出的重量值是每次循环中的重量损失。
从表1得到的结论
对于例子2.1,各次循环的切削值相当稳定(每循环一次损失1.8-2.2克),因此这表明其切削效果比标准产品更加稳定。对于例子2.1,其磨损值相当稳定一致(每循环一次磨损量在0.1克左右);而标准产品则与此形成对照,其磨损量随着使用而减小。因此,例子2.1表现出更好的一致性。
在表1所示的试验之前和之后,根据试验方法3测试基材的粗糙度。将结果总结在表2中。
表2
| Ra | Rz | Rt | |
| 标准产品(初始) | 1.0(0.1) | 6.1(1.0) | 7.9(2.5) |
| 标准产品(18次循环后) | 1.1(0.2) | 6.9(1.2) | 8.5(1.5) |
| 例子2.1(初始) | 2.5(1.1) | 13.2(3.5) | 16.4(4.3) |
| 例子2.1(18次循环后) | 2.0(0.4) | 12.2(2.6) | 14.9(2.5) |
其中:
Ra是“粗糙度平均值”,是在接受评价的长度范围内从平均线测得的粗糙不规则物的绝对高度的算术平均值。
Rz是“平均粗糙深度”,是在5个连续取样的长度中5个最大的峰-谷粗糙深度的平均值。
Rt是“最大粗糙深度”,是在取样长度的范围内最高峰和最深谷之间的垂直距离。
括号内的数字表示标准偏差。
从表2得到的结论:
1.在研磨盘使用寿命开始和结束之间,两种产品的粗糙度测量值均保持稳定,因此例子2.1在精加工一致性方面比得上标准产品。
2.例子2.1的Ra粗糙度数值在2.0-2.5的范围内,小于含有36号粒度的相同磨粒的非顶注成型(non-overmoulded)产品的预期值(>3.0)。因此,本产品可实现更加精细的精加工。
从例子2.1到2.3得出的概括性结论:
这些例子显示出模腔的几何形状在将磨粒或团块保持在其位置上所起的作用,并且试验还显示出产品的切削量和磨损量的一致性。
例子3.1到3.18
使用“Allrounder”270-90-500型立式注射成型机以及参照图6和7所描述的模具。
除非另有说明,否则在每个例子中均使用50克P24磨料团块和55克粘结剂。将磨料填入环状凹部中。
将磨料团块在80℃干燥2小时。
除非说明,否则均用14号筛网(由Retsch GmbH & Co.KG公司(地址为Rheinische StraBe 36,42781 Hann,Germany)出品)将磨料团块过筛,留下大于1400微米的团块。
例子3.1
使用粘结剂配制物1。
例子3.2
使用粘结剂配制物2。磨料团块未过筛。
例子3.3
使用粘结剂配制物3。磨料团块未过筛。
例子3.4
使用粘结剂配制物4。
例子3.5
使用粘结剂配制物5。磨料团块未过筛。使用较低的注入嘴温度(230℃)。
例子3.6
使用粘结剂配制物5。使用较低的注入嘴温度(230℃)。
例子3.7
使用粘结剂配制物6。
例子3.8
使用粘结剂配制物7。磨料团块未过筛。使用较高的注入嘴温度(260℃)。
例子3.9
使用粘结剂配制物7。
例子3.10
使用粘结剂配制物8。磨料团块未过筛。
例子3.11
使用粘结剂配制物8。
例子3.12
使用粘结剂配制物9。磨料团块未过筛。使用较低的注入嘴温度(230℃)。
例子3.13
使用粘结剂配制物9。使用较低的注入嘴温度(230℃)。
例子3.14
使用粘结剂配制物10。磨料团块未过筛。使用较高的注入嘴温度(260℃),并使用较高的模具温度(100℃)。
例子3.15
使用粘结剂配制物10。使用较高的注入嘴温度(260℃),并使用较高的模具温度(100℃)。
例子3.16
使用粘结剂配制物10。磨料团块未过筛。使用较高的注入嘴温度(260℃),并使用较高的模具温度(120℃)。
例子3.17
使用粘结剂配制物11。磨料团块未过筛。
例子3.18
使用粘结剂配制物1。使用30克P24磨料团块和0.4克Cork#2-3。
观察:
例子3.1:刚性产品,具有可接受的目视可见的颗粒分离。
注:不同的刚性产品可适用于特定用途,例如,挠性较强的产品可应用于表面精细加工,而刚性较强的产品可用于小突起物(lightstock)的去除。
例子3.2:刚性产品,其目测外观看起来比例子3.1的样品差。该产品在使用时会形成污迹(在基材上留下沉积物)。粘结剂配制物2不含润滑剂,而例子3.1使用的粘结剂配制物1中存在润滑剂。
例子3.3:与例子3.1相比,是刚性较弱的产品。具有可接受的、但不如例子3.1那样好的目测外观。
例子3.4:与例子3.1相比,是刚性较弱的产品。具有可接受的、但不如例子3.1那样好的目测外观。
例子3.5:与例子3.1相比,是挠性产品,具有良好的目测外观。
例子3.6:与例子3.1相比,是挠性产品,具有良好的目测外观。
例子3.7:与例子3.1相比,是半挠性产品,具有良好的目测外观。
例子3.8:与例子3.1相比,是刚性更强的产品,具有较差的目测外观。
例子3.9:与例子3.1相比,是刚性更强的产品,具有较差的目测外观。
例子3.10:与例子3.1相比,是刚性非常强的产品,具有良好的目测外观。与例子3.11相比,例子3.10具有较暗的表面外观,这表明未过筛的磨料团块所具有的较宽的粒度分布导致团块被适当地掺入并包裹在塑料基体中。
例子3.11:与例子3.1相比,是刚性非常强的产品,具有良好的目测外观。
例子3.12:与例子3.1相比,是挠性产品,具有良好的目测外观。与例子3.13相比,例子3.12具有较暗的表面外观,这表明未过筛的磨料团块所具有的较宽的粒度分布导致团块被适当地掺入并包裹在塑料基体中。
例子3.13:与例子3.1相比,是挠性产品,具有良好的目测外观。较暗的表面外观表明未过筛的磨料团块所具有的较宽的粒度分布导致团块被适当地掺入并包裹在塑料基体中。
例子3.14:刚性产品,类似于例子3.1。其目测外观较差。
例子3.15:刚性产品,类似于例子3.1,具有良好的目测外观。
例子3.16:刚性产品,类似于例子3.1,具有良好的目测外观。与例子3.15相比,例子3.16具有较暗的表面外观,这表明未过筛的磨料团块所具有的较宽的粒度分布导致团块被适当地掺入并包裹在塑料基体中。
例子3.17:与例子3.1相比,是刚性到脆性产品。其目测外观较差。
例子3.18:软木的存在改善了成型性能,没有毛边的迹象,因此该产品不需要在成型后进行消除毛边的操作,而例子3.1到3.17则需要在成型后进行该操作。
试验:
根据试验方法2测试代表性的样品。将结果记录在表3中。
表3
| 产品编号 | 被测研磨盘数 | 研磨盘初始重量 | 研磨盘最终重量 | 初始切削量(g) | 20s | 30s | 40s | 合计40s |
| 例子3.7 | 1 | 105.23 | 63.26 | 0.7 | 0.8 | 0.9 | 1.1 | 3.5 |
| 例子3.4 | 1 | 105.44 | 101.11 | 0.5 | 0.5 | 0.6 | 0.8 | 2.4 |
| 例子3.9 | 1 | 108.57 | 15.20 | 0.45 | 0.6 | 0.6 | 0.6 | 2.3 |
| 例子3.15 | 1 | 98.24 | 95.07 | 0.5 | 0.9 | 0.9 | 0.55 | 2.9 |
| 标准产品 | 23.14 | 22.53 | 0.70 | 0.45 | 0.50 | 0.45 | 2.10 |
表3(续)
| 合计 | 80s | 120s | 160s | 200s | 240s | 280s | 320s | 360s | 400s | 440s | 480s | 520s | 560s | 600s | 640s | 680s | 720s | 760s | 800s | 840s |
| 3.5 | 4.1 | 5.1 | 3.8 | 0.45 | ||||||||||||||||
| 2.4 | 2.8 | 2.7 | 2.8 | 1.75 | 2 | 2.1 | 1.6 | 1.7 | 1.8 | 1.2 | 1.2 | 1 | ||||||||
| 2.3 | 2.8 | 3.1 | 2.4 | 1.6 | 2 | 1.9 | 1.7 | 1.5 | 1.4 | 0.8 | 1.2 | 1.55 | 1.7 | 1.2 | 0.8 | 0.6 | 0.4 | |||
| 2.9 | 2.3 | 1.6 | 1.7 | 1.65 | 1.35 | 1.5 | 1.5 | 1.2 | 1.3 | 1.2 | 1.3 | 1.1 | 1.1 | 1 | 1.1 | 1.3 | 1.2 | 1.2 | 1 | |
| 2.10 | 1.55 | 1.10 |
注1:“标准产品”是指用作对比物的产品:标准非织造研磨盘产品,可购自位于美国明尼苏达州St.Paul市3M中心的3M公司(电话为55144-1000),商品名为“RolocTM Surface Conditioning Disc ACRS”。
注2:在标题为“初始切削量”的栏中,所提供的数值是试验开始到开始后10秒之间的重量损失。在标题为20s的栏中,所提供的数值是10秒到20秒之间的重量损失,如此类推。在标题为“合计40s”的栏中,所提供的数值是40s之前的各栏中的重量之和,并且为了与后面的栏进行比较而列出。“初始切削量”和40s之前的重量损失是有用的性能,这是因为它们代表了用户对所用产品的初始反应。
从表3得到的结论:
例子3.7显示出比例子3.4、3.9或3.15短的寿命(产品持续切削的时间),这可能是因为团块分布不均匀而造成的。
例子3.7、3.4、3.9和3.15是比标准产品使用寿命更长的产品。
Claims (28)
1.一种制造磨料制品的方法,该方法包括:将磨料团块颗粒定位在磨料制品的模具的至少一部分中,将熔融的热塑性粘结剂树脂注射到所述的磨料制品的模具中,并使所述的热塑性粘结剂树脂冷却,从而将所述的磨料团块颗粒固定在所述的热塑性粘结剂树脂中。
2.根据权利要求1所述的方法,其中在约200-250℃的温度范围内注射所述的熔融的热塑性粘结剂树脂。
3.根据权利要求1或2所述的制造磨料制品的方法,其中所述的磨料团块颗粒的筛分粒度为至少0.5mm。
4.根据权利要求3所述的方法,其中所述的磨料团块颗粒的筛分粒度为0.5-3mm。
5.根据权利要求4所述的方法,其中所述的磨料团块颗粒的筛分粒度为0.5-2mm。
6.根据上述权利要求中的任意一项所述的方法,其中所述的磨料团块包含由固化的有机粘结剂结合的多个磨粒。
7.根据权利要求6所述的方法,其中所述的粘结剂选自丙烯酸树脂和酚醛树脂。
8.根据权利要求7所述的方法,其中所述的粘结剂是甲阶酚醛树脂。
9.根据权利要求6到8中的任意一项所述的方法,其中所述的团块包含55-85重量%的磨粒,5-15重量%的酚醛树脂,1-5重量%的无定形硅酸盐和10-25重量%的无机氟化物。
10.根据上述权利要求中的任意一项所述的方法,其中所述磨粒选自氧化铝和碳化硅。
11.根据上述权利要求中的任意一项所述的方法,其中所述磨粒的粒度范围为P12-P3000。
12.根据上述权利要求中的任意一项所述的方法,其中在注射所述的熔融的热塑性粘结剂树脂之前,先用所述的磨料团块颗粒填充所述模腔。
13.根据权利要求1到11中的任意一项所述的方法,其中所述模腔具有至少一个凹部,所述的磨料团块颗粒被定位在其中。
14.根据权利要求13所述的方法,其中所述凹部为环形凹部。
15.根据权利要求13所述的方法,其中所述模腔具有多个凹部,从而在所述的磨料制品上形成刻纹表面。
16.根据权利要求13到15中的任意一项所述的方法,其中所述的磨料团块颗粒填充在所述的至少一个凹部中。
17.根据权利要求13到15中的任意一项所述的方法,其中所述的磨料团块颗粒部分地填充所述的至少一个凹部,并且在所述的磨料团块颗粒上设置有允许所述的熔融的热塑性粘结剂从中通过而不允许所述的磨料团块颗粒从中通过的筛、网、稀松布、薄膜或网状物。
18.根据上述权利要求中的任意一项所述的方法,其中所述的热塑性粘结剂选自聚碳酸酯、聚醚酰亚胺、聚酯、聚乙烯、聚砜、聚苯乙烯、聚丁烯、丙烯腈-丁二烯-苯乙烯嵌段共聚物、聚丙烯、缩醛聚合物、聚氨酯、聚酰胺及其组合。
19.根据权利要求18所述的方法,其中所述的热塑性聚合物包括嵌段聚酯。
20.根据上述权利要求中的任意一项所述的方法,其中所述的热塑性粘结剂树脂含有润滑剂。
21.根据权利要求20所述的方法,其中所述的润滑剂选自硬脂酸锂、硬脂酸锌、硬脂酸钙、硬脂酸铝、亚乙基双硬脂酰胺、石墨、二硫化钼、聚四氟乙烯(PTFE)和有机硅化合物。
22.根据权利要求21所述的方法,其中所述润滑剂包括聚硅氧烷。
23.根据权利要求22所述的方法,其中所述润滑剂是有机硅改性嵌段聚酯。
24.根据权利要求20到23中的任意一项所述的方法,其中所述润滑剂的量最多为所述的热塑性粘结剂树脂的20重量%。
25.根据上述权利要求中的任意一项所述的方法,其中所述的热塑性粘结剂还含有最多20重量%的填料。
26.根据权利要求25所述的方法,其中所述填料包括软木颗粒。
27.根据上述权利要求中的任意一项所述的方法,其中所得到的磨料制品包含每重量份的磨料团块至少一重量份的热塑性粘结剂树脂。
28.根据权利要求27所述的方法,其中所述的磨料制品包含每重量份的磨料团块1-20重量份的热塑性粘结剂树脂。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GBGB0411268.6A GB0411268D0 (en) | 2004-05-20 | 2004-05-20 | Method for making a moulded abrasive article |
| GB0411268.6 | 2004-05-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1968798A true CN1968798A (zh) | 2007-05-23 |
Family
ID=32607659
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNA2005800197201A Pending CN1968798A (zh) | 2004-05-20 | 2005-04-08 | 磨料制品的注射成型制造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20080258331A1 (zh) |
| EP (1) | EP1761374A1 (zh) |
| JP (1) | JP2007537905A (zh) |
| KR (1) | KR20070012860A (zh) |
| CN (1) | CN1968798A (zh) |
| GB (1) | GB0411268D0 (zh) |
| WO (1) | WO2005115716A1 (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102229127A (zh) * | 2011-05-20 | 2011-11-02 | 华侨大学 | 磨料工具的液态铸造方法 |
| CN103481441A (zh) * | 2013-09-06 | 2014-01-01 | 陈健茂 | 多个单体内芯的装饰物制作方法 |
| CN105171626A (zh) * | 2015-06-17 | 2015-12-23 | 陈爱民 | 一种磨轮及应用该磨轮的抛光工艺 |
| CN110199002A (zh) * | 2016-12-22 | 2019-09-03 | 圣戈班磨料磨具股份有限公司 | 磨料制品及其形成方法 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0418633D0 (en) | 2004-08-20 | 2004-09-22 | 3M Innovative Properties Co | Method of making abrasive article |
| ITVR20050062A1 (it) * | 2005-05-18 | 2006-11-19 | Aros Srl | Utensile a blocchetto per operazioni di finitura di superfici lavorabili e procedimento per l'ottenimento dello stesso |
| EP2079559B1 (en) | 2006-07-14 | 2012-10-17 | Saint-Gobain Abrasives, Inc. | Backingless abrasive article |
| KR100923433B1 (ko) * | 2007-08-09 | 2009-10-27 | 조봉원 | 다수의 돌기부재를 가진 회전식 형상가공형 광택기 |
| KR100881162B1 (ko) * | 2008-03-28 | 2009-02-03 | 주식회사 세라코리 | 연마패드용 컨디셔닝 디스크의 제조방법 |
| WO2012092388A2 (en) * | 2010-12-28 | 2012-07-05 | Saint-Gobain Abrasives, Inc. | Robust binder bonded grinding wheel |
| US8870985B2 (en) | 2010-12-30 | 2014-10-28 | Saint-Gobain Abrasives, Inc. | Abrasive particle and method of forming same |
| CN102773805A (zh) * | 2012-07-23 | 2012-11-14 | 宁波市鸿博机械制造有限公司 | 带有固体润滑剂的砂轮及其制造方法 |
| EP3148742B1 (en) | 2014-05-29 | 2020-11-18 | Saint-Gobain Abrasives, Inc. | Abrasive article having a core including a polymer material |
| US11165121B2 (en) * | 2016-11-07 | 2021-11-02 | Celgard, Llc | Additives for improved battery performance, improved additive-containing membranes, improved battery separators, improved batteries, and related methods |
| DE202017107425U1 (de) | 2017-12-06 | 2017-12-20 | Jobra Metall Gmbh | Schleifscheibe |
| DE102020128377A1 (de) | 2020-10-28 | 2022-04-28 | Jobra Metall-GmbH | Verfahren zur Herstellung einer Schleifscheibenvorrichtung für ein Schleifgerät und Schleifscheibenvorrichtung |
Family Cites Families (42)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1209831A (en) * | 1914-03-20 | 1916-12-26 | Louis Waldo Thompson | Process for producing abrasive disks for disk grinders. |
| US1910444A (en) * | 1931-02-13 | 1933-05-23 | Carborundum Co | Process of making abrasive materials |
| GB491658A (en) * | 1937-03-06 | 1938-09-06 | Carborundum Co | Improvements in abrasive articles and methods of manufacturing them |
| DE1051683B (de) * | 1953-07-28 | 1959-02-26 | Werner Osenberg Dr Ing | Verfahren zum Herstellen kunstharzgebundener Schleifkoerper |
| FR1178553A (fr) * | 1957-06-19 | 1959-05-12 | Cie Des Meules Norton | Procédé d'obtention d'objets à surface abrasive ou rugueuse et objets ainsi obtenus |
| US3041156A (en) * | 1959-07-22 | 1962-06-26 | Norton Co | Phenolic resin bonded grinding wheels |
| US3861955A (en) * | 1964-12-29 | 1975-01-21 | Jerome H Lemelson | Decorating method |
| US4311489A (en) * | 1978-08-04 | 1982-01-19 | Norton Company | Coated abrasive having brittle agglomerates of abrasive grain |
| US4314827A (en) * | 1979-06-29 | 1982-02-09 | Minnesota Mining And Manufacturing Company | Non-fused aluminum oxide-based abrasive mineral |
| JPS58171263A (ja) * | 1982-03-30 | 1983-10-07 | Komatsu Ltd | 砥石の製造法 |
| US4623364A (en) * | 1984-03-23 | 1986-11-18 | Norton Company | Abrasive material and method for preparing the same |
| CA1254238A (en) * | 1985-04-30 | 1989-05-16 | Alvin P. Gerk | Process for durable sol-gel produced alumina-based ceramics, abrasive grain and abrasive products |
| US4652275A (en) * | 1985-08-07 | 1987-03-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US4770671A (en) * | 1985-12-30 | 1988-09-13 | Minnesota Mining And Manufacturing Company | Abrasive grits formed of ceramic containing oxides of aluminum and yttrium, method of making and using the same and products made therewith |
| US4799939A (en) * | 1987-02-26 | 1989-01-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US4881951A (en) * | 1987-05-27 | 1989-11-21 | Minnesota Mining And Manufacturing Co. | Abrasive grits formed of ceramic containing oxides of aluminum and rare earth metal, method of making and products made therewith |
| CH675250A5 (zh) * | 1988-06-17 | 1990-09-14 | Lonza Ag | |
| US5011508A (en) * | 1988-10-14 | 1991-04-30 | Minnesota Mining And Manufacturing Company | Shelling-resistant abrasive grain, a method of making the same, and abrasive products |
| YU32490A (en) * | 1989-03-13 | 1991-10-31 | Lonza Ag | Hydrophobic layered grinding particles |
| JPH0751293B2 (ja) * | 1989-09-13 | 1995-06-05 | 三ツ星ベルト株式会社 | 固体充てん材を含む複合材料の成形方法 |
| US5632790A (en) * | 1990-05-21 | 1997-05-27 | Wiand; Ronald C. | Injection molded abrasive article and process |
| US5232470A (en) * | 1990-05-21 | 1993-08-03 | Wiand Ronald C | Flexible one-piece diamond sheet material with spaced apart abrasive portions |
| US5607488A (en) * | 1990-05-21 | 1997-03-04 | Wiand; Ronald C. | Molded abrasive article and process |
| US5209760A (en) * | 1990-05-21 | 1993-05-11 | Wiand Ronald C | Injection molded abrasive pad |
| US5090968A (en) * | 1991-01-08 | 1992-02-25 | Norton Company | Process for the manufacture of filamentary abrasive particles |
| US5273558A (en) * | 1991-08-30 | 1993-12-28 | Minnesota Mining And Manufacturing Company | Abrasive composition and articles incorporating same |
| TW307801B (zh) * | 1992-03-19 | 1997-06-11 | Minnesota Mining & Mfg | |
| US5201916A (en) * | 1992-07-23 | 1993-04-13 | Minnesota Mining And Manufacturing Company | Shaped abrasive particles and method of making same |
| US5213591A (en) * | 1992-07-28 | 1993-05-25 | Ahmet Celikkaya | Abrasive grain, method of making same and abrasive products |
| US5549962A (en) * | 1993-06-30 | 1996-08-27 | Minnesota Mining And Manufacturing Company | Precisely shaped particles and method of making the same |
| BR9408041A (pt) * | 1993-11-12 | 1996-12-24 | Minnesota Mining & Mfg | Processo para preparação de grão abrasivo à base de alumina alfa cerâmico cristalino grão abrasivo e artigo abrasivo |
| US5593467A (en) * | 1993-11-12 | 1997-01-14 | Minnesota Mining And Manufacturing Company | Abrasive grain |
| CA2201156A1 (en) * | 1994-09-30 | 1996-04-11 | The Minnesota Mining & Manufacturing Company | Coated abrasive article, method for preparing the same, and method of using |
| US6179887B1 (en) * | 1999-02-17 | 2001-01-30 | 3M Innovative Properties Company | Method for making an abrasive article and abrasive articles thereof |
| US6458018B1 (en) * | 1999-04-23 | 2002-10-01 | 3M Innovative Properties Company | Abrasive article suitable for abrading glass and glass ceramic workpieces |
| JP4695236B2 (ja) * | 1999-07-15 | 2011-06-08 | 旭ダイヤモンド工業株式会社 | Cmpコンディショナの製造方法 |
| DE19951250A1 (de) * | 1999-10-25 | 2001-05-03 | Treibacher Schleifmittel Gmbh | Schleifkorn mit schleifaktiver Ummantelung |
| CA2423597A1 (en) * | 2000-10-16 | 2002-04-25 | 3M Innovative Properties Company | Method of making ceramic aggregate particles |
| US6521004B1 (en) * | 2000-10-16 | 2003-02-18 | 3M Innovative Properties Company | Method of making an abrasive agglomerate particle |
| US6838149B2 (en) * | 2001-12-13 | 2005-01-04 | 3M Innovative Properties Company | Abrasive article for the deposition and polishing of a conductive material |
| DE10210673A1 (de) * | 2002-03-12 | 2003-09-25 | Creavis Tech & Innovation Gmbh | Spritzgusskörper mit selbstreinigenden Eigenschaften und Verfahren zur Herstellung solcher Spritzgusskörper |
| US6679758B2 (en) * | 2002-04-11 | 2004-01-20 | Saint-Gobain Abrasives Technology Company | Porous abrasive articles with agglomerated abrasives |
-
2004
- 2004-05-20 GB GBGB0411268.6A patent/GB0411268D0/en not_active Ceased
-
2005
- 2005-04-08 CN CNA2005800197201A patent/CN1968798A/zh active Pending
- 2005-04-08 EP EP05733733A patent/EP1761374A1/en not_active Withdrawn
- 2005-04-08 US US11/569,097 patent/US20080258331A1/en not_active Abandoned
- 2005-04-08 JP JP2007527224A patent/JP2007537905A/ja not_active Withdrawn
- 2005-04-08 KR KR1020067026705A patent/KR20070012860A/ko not_active Application Discontinuation
- 2005-04-08 WO PCT/US2005/011865 patent/WO2005115716A1/en active Application Filing
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102229127A (zh) * | 2011-05-20 | 2011-11-02 | 华侨大学 | 磨料工具的液态铸造方法 |
| CN102229127B (zh) * | 2011-05-20 | 2013-10-30 | 华侨大学 | 磨料工具的液态铸造方法 |
| CN103481441A (zh) * | 2013-09-06 | 2014-01-01 | 陈健茂 | 多个单体内芯的装饰物制作方法 |
| CN105171626A (zh) * | 2015-06-17 | 2015-12-23 | 陈爱民 | 一种磨轮及应用该磨轮的抛光工艺 |
| CN105171626B (zh) * | 2015-06-17 | 2016-08-17 | 陈爱民 | 一种磨轮及应用该磨轮的抛光工艺 |
| CN110199002A (zh) * | 2016-12-22 | 2019-09-03 | 圣戈班磨料磨具股份有限公司 | 磨料制品及其形成方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2005115716A1 (en) | 2005-12-08 |
| US20080258331A1 (en) | 2008-10-23 |
| JP2007537905A (ja) | 2007-12-27 |
| GB0411268D0 (en) | 2004-06-23 |
| EP1761374A1 (en) | 2007-03-14 |
| KR20070012860A (ko) | 2007-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1968798A (zh) | 磨料制品的注射成型制造方法 | |
| CN1196570C (zh) | 纤维增强塑料成型制品及其生产方法 | |
| CN1264899C (zh) | 用于热塑性材料的填料浓缩物 | |
| CN1163179C (zh) | 整体模塑的磨刷,刷子组合件及其制造和使用方法 | |
| CN101056898A (zh) | 用于处理玻璃纤维的改性聚烯烃类树脂、表面处理玻璃纤维及纤维强化聚烯烃类树脂 | |
| CN1116154C (zh) | 合成木粉及方法和装置及其合成木板和成形方法及装置 | |
| CN1285454C (zh) | 弹性体复合共混料及其制备方法 | |
| CN101068668A (zh) | 成型前体、纤维增强树脂成型体的制造方法及纤维增强树脂成型体 | |
| CN1615342A (zh) | 包含高度支化聚合物的热塑性聚合物组合物,和使用该组合物制得的制品 | |
| CN85104987A (zh) | 含有新烷氧基有机钛酸酯及有机锆酸酯的复合物 | |
| CN1646262A (zh) | 含磨粒团聚物的多孔磨具其制备磨粒团聚物的方法 | |
| CN1018458B (zh) | 接枝改性的线性低密度聚乙烯的制备方法 | |
| CN1168768C (zh) | 橡胶组合物 | |
| CN1056369A (zh) | 树脂粘合型磁体及其生产方法 | |
| CN1575312A (zh) | Ptfe粉末和ptfe成型粉末的制造方法 | |
| CN101031401A (zh) | 塑料透镜的制造方法、塑料透镜成形用密封垫片、塑料透镜成形用成形模、塑料透镜原料液注入夹具、塑料透镜成形模保持夹具和塑料透镜制造装置 | |
| CN1946780A (zh) | 碳纤维增强复合材料用环氧树脂组合物、预浸料坯、一体化成型品、纤维增强复合材料板及电气·电子设备用外壳 | |
| CN1927543A (zh) | 平台表面调整用磨石及表面调整方法 | |
| CN1075736A (zh) | 含可磨蚀填料凝聚体的可涂敷混合物,其制备方法,含其固化形态的研磨件及其制备方法 | |
| CN1452540A (zh) | 用于生产热塑性树脂组合物的方法和由此得到的热塑性树脂组合物 | |
| CN1063133C (zh) | 中空注塑成型一体化轴型回转件的方法 | |
| CN1050324C (zh) | 具有与其整体成型的轴的空心树脂机械零件及生产此零件的注射模塑方法 | |
| CN1020915C (zh) | 氟化涂料的粘附涂底剂组合物及有该涂底剂的复合材料 | |
| CN1111115C (zh) | 丙烯酸系片状成形料或预制整体模塑料及其生产和生产丙烯酸人造大理石的方法以及增稠剂 | |
| CN1313537C (zh) | 聚酰胺树脂组合物及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |