-
Fachgebiet
-
Die
vorliegende Erfindung bezieht sich auf eine Kettwirkware und Badebekleidung,
Sportbekleidung und Unterwäsche,
in der die Kettwirkware verwendet wird.
-
Stand der Technik
-
Sportbekleidung
und Unterwäsche
mit einer geeigneten Passform am Körper und einer ausgezeichneten
Anpassungsfähigkeit
an die Bewegungen des Körpers
wird seit kurzem gefordert, und es besteht ein großer Bedarf
an Stretch-Materialien, die eine ausgezeichnete Dehnungserholung
haben.
-
Wirkwaren,
die durch Mischwirken von elastischen Fasern, wie elastische Fasern
auf Polyurethan-Basis und elastische Fasern auf Polyetherester-Basis
(nachstehend als elastische Fasern abgekürzt), hergestellt werden, und
Wirkwaren, die durch Mischwirken von Falschdrahtgarnen von Poly(butylenterephthalat)-Fasern hergestellt
werden, wurden bisher in hohem Maße für Sportbekleidung, Unterwäsche und
dergleichen als Wirkwaren mit einer hohen Dehnbarkeit und einer
ausgezeichneten Dehnungserholung verwendet. Zudem wurden z. B. Kettwirkwaren
mit einer ausgezeichneten Oberflächenglätte und
einer relativ guten Beibehaltung der Form, wie doppelflächige Trikot-Wirkware,
die durch Wirken mit einer Trikotwirkmaschine hergestellt wird, und
Satinnetzwaren und Trikotnetzwaren, die durch Wirken mit einer Raschel-Wirkmaschine
hergestellt werden, in hohem Maße
als Bekleidung, die einem besonders engen Kontakt zum Körper steht,
verwendet.
-
Obwohl
Kettwirkwaren, die aus mischgewirkten elastischen Fasern hergestellt
werden, eine ausgezeichnete Dehnbarkeit und Dehnungserholung aufweisen, haben
sie eine relativ hohe Dichte, weil die elastischen Fasern ein niedriges
Heißfixierungsvermögen und
eine große
Schrumpfspannung aufweisen. Artikel, die aus Kettwirkwaren gebildet
werden, haben daher den Nachteil, dass sie dem Träger ein
Gefühl
der Schwere verleihen.
-
Weiterhin
zeigen die elastischen Fasern in den Kettwirkwaren eine reduzierte
Dehnbarkeit oder sie sind spröde,
und zwar aufgrund physikalischer Einwirkungen, wie wiederholtes
Strecken während
des Tragens, wiederholtes Waschen und Trocknen im Trommeltrockner
nach dem Waschen, und chemischer Einwirkungen, wie aktives Chlor,
das für
Bleichmittel verwendet wird, während
des Waschens, und Bakterizide in einem Schwimmbecken, organische
Lipid-Komponenten, die im Talg und Kosmetika enthalten sind, und
Einwirkung von Sonnenlicht. Als Ergebnis haben die Artikel der Wirkwaren
den dahingehenden Nachteil, dass sie aufgrund der Herabsetzung ihrer
Dehnbarkeit und einer Formänderung
kaum während
einer langen Zeitspanne verwendet werden können.
-
Andererseits
haben die Wirkwaren mit elastischen Fasern die folgenden Nachteile.
Wenn die Textilerzeugnisse in der Kett- oder Schussrichtung gezogen
und wärmefixiert
werden, um das Gefühl
der Schwere zu erleichtern, werden elastische Fasern aus den Lücken der
Wirkwaren freigelegt, so dass sich das Aussehen der Artikel verschlechtert,
und durch wiederholtes Waschen der Artikel, wiederholtes Strecken
während
des Tragens und dergleichen werden eine Herabsetzung von Funktionen
und eine Versprödung
der elastischen Fasern weiterhin beschleunigt. Weil die elastischen
Fasern selbst eine hohe Streckkraft haben, muss zudem die Spannung
der Wirkwaren in den Wirk- und Färbeschritten
auf ein hohes Niveau gesteuert werden, damit keine Defekte wie Kettenlinien
in den Textilerzeugnissen gebildet werden. Daher haben die Wirkwaren
auch das dahingehende Problem, dass sie kostspielig sind.
-
Unter
der Verwendung von synthetischen Fasern auf Polyester-Basis, die
aus Poly(ethylenterephthalat), Poly(butylenterephthalat) und dergleichen
hergestellt werden und die – verglichen
mit den elastischen Fasern – eine
relativ gute Beständigkeit
gegenüber
den obigen chemischen und physikalischen Einwirkungen haben, werden
andererseits texturierte Garne mit einer Dehnbarkeit durch bekannte
Techniken, wie Falschdrahtspinnen und Zwirnen, hergestellt und Bekleidungsartikel,
die aus Wirkwaren hergestellt werden, in denen die strecktexturierten
Garne anstelle der elastischen Fasern verwendet werden, wurden auf
den Markt gebracht.
-
Kettwirkwaren,
die durch Mischwirken dieser Falschdrahtgarne und einfachen Zwirne
hergestellt werden, haben die folgenden Vorteile: sie haben eine
ausgezeichnete Versprödungsbeständigkeit
und behalten ihre Dehnbarkeit in einer Umgebung bei, in der die
obigen chemischen und physikalischen Einwirkungen auf die Textilerzeugnisse
ausgeübt
werden, und sie können
in den Wirk- und Färbeschritten
leicht gehandhabt werden. Da Falschdrahtgarne und einfache Zwirne
jedoch eine geringe Streckkraft, verglichen mit den elastischen
Fasern, und Bauschigkeit aufweisen, haben die Wirkwaren den Nachteil,
dass sie eine grobe Vollheit haben und kaum eine hohe Dehnbarkeit
aufzeigen. Zudem haben die Wirkwaren, die aus Falschdrahtgarnen und
einfachen Zwirnen hergestellt werden, die nachstehend erklärten Nachteile.
Ein ungleichmäßiger Effekt und
ein kreppähnlicher
Effekt werden auf der Oberfläche
der Wirkwaren durch die Kräuselung
der Falschdrahtgarne und einfachen Zwirne gebildet, und als Ergebnis
zeigen die Wirkwaren eine geringe Beständigkeit gegenüber der
Knötchenbildung
(Pillbildung) und dem Fadenziehen.
-
Da
die Bauschigkeit der texturierten Garne zudem die Reibung zwischen
den Garnen erhöht,
haben die Wirkwaren den Nachteil, dass sie eine niedrige Dehnungserholung
und Formbeständigkeit
aufweisen.
-
Verschiedene
Verbundgarne, in denen zwei Polymer-Komponenten Seite-an-Seite oder
in einer exzentrischen Kern-Hülle-Art
gebunden sind, wurden als Ersatz für die elastischen Fasern und
die Falschdrahtgarne und einfachen Zwirne von synthetischen Fasern
auf Polyester-Basis, die die oben erklärten Nachteile haben, vorgeschlagen.
Z. B. offenbart die geprüfte
japanische Patentveröffentlichung
(Kokoku) Nr. 44-2504 ein Verbundgarn, das durch exzentrisches
Verbundspinnen von zwei Poly(ethylenterephthalat)-Polymerkomponenten,
die sich jeweils in ihrer Grenzviskosität unterscheiden, hergestellt
wird. Die nicht geprüfte
japanische Patentveröffentlichung
(Kokai) Nr. 5-295634 offenbart ein latentes Kräusel-Verbundgarn, das
durch ein Seite-an-Seite-Verbundspinnen eines Poly(ethylenterephthalat)-Polymers
und eines copolymerisierten Poly(ethylenterephthalat)-Polymers, das, verglichen
mit dem ersteren Polymer, eine Komponente mit hoher Schrumpfung
ist, hergestellt wird. In
WO-A-00/29653 wird
eine doppelflächige
Kettwirkware beschrieben, die durch Überkreuzwirken einer Polytrimethylenterephthalat-Faser
als vorderes Garn und einer Elastomerfaser als hinteres Garn hergestellt
wird.
GB-A-1075689 beschreibt
ein spiralförmig
kräuselfähiges Verbundfilament,
das eine lateral exzentrische Anordnung aus wenigstens einem teilweise
kristallinen Polyester und einer zweiten synthetischen polymeren
Komponente umfasst. Darüber
hinaus offenbart die geprüfte
japanische Patentveröffentlichung
(Kokoku) Nr. 43-19108 ein Verbundgarn, für das ein
Poly(trimethylenterephthalat)-Polymer und ein Poly(butylenterephthalat)-Polymer
verwendet werden.
-
Wenn
diese bekannten Verbundgarne verwendet wurden, wurden jedoch nur
Wirkwaren mit geringer Dehnbarkeit erhalten, da die Streckkraft
dieser Verbundgarne, verglichen mit derjenigen der oben erklärten Falschdrahtgarne
und einfachen Zwirne, gering ist. Zudem werden die Verbundgarne
vom Seite-an-Seite-Typ oder
vom exzentrischen Kern-Hülle-Typ
an Zugstangen und Führungsstücken der
Kettenwirkmaschine gerieben, wo 10 bis 40 Garne pro 2,5 cm parallel
angeordnet und gewirkt werden. Als Ergebnis manifestieren sich federartige,
besondere Kräuselformen,
und Einzelfilamente der Verbundgarne verschlingen sich häufig und
erzeugen ein Reißen
des Garns.
-
Demgemäß haben
die Verbundgarne den Nachteil, dass sie nur zur Herstellung von
Wirkwaren befähigt
sind, die eine grobe Dichte und eine niedrige Dichtigkeit aufweisen.
Die vorliegende Situation in Wirkwaren ist daher die, dass Wirkwaren,
welche gleichzeitig die notwendigen Eigenschaften erfüllen, nämlich Oberflächenglätte, Dichtigkeit,
Dehnbarkeit und haltbare Dehnbarkeit, noch nicht erhalten worden
sind.
-
Offenbarung der Erfindung
-
Als
Ergebnis der intensiven Durchführung
von Untersuchungen zum Lösen
der obigen Probleme haben die Erfinder der vorliegenden Erfindung
die vorliegende Erfindung zustande gebracht.
-
D.
h. bei der vorliegenden Erfindung handelt es sich – wie nachstehend
erklärt
wird – um
Folgendes.
- 1. Eine Kettwirkware, die Dehnbarkeit
sowohl in Kett- als auch in Schussrichtung aufweist, dadurch gekennzeichnet,
dass sie eine gekräuselte
latente Kräuselfaser,
aber keine elastische Faser enthält
und eine Dehnbarkeit von 60% oder mehr sowohl in Kett- als auch
in Schussrichtung und eine Restdehnung bei Erholung nach 60% Dehnung
von 15% oder weniger sowohl in Kett- als auch in Schussrichtung
aufweist.
- 2. Die Kettwirkware gemäß dem obigen
Punkt 1, wobei die latente Kräuselfaser
in einem Mischverhältnis von
10 Gew.-% oder mehr, bezogen auf die Wirkware, gewirkt wird.
- 3. Die Kettwirkware gemäß den obigen
Punkten 1 oder 2, wobei die Kettwirkware aus einer latenten Kräuselfaser
und einer nichtlatenten Kräuselfaser
gebildet wird und die latente Kräuselfaser
in einem Mischverhältnis
von 10 bis 80 Gew.-%, bezogen auf die Wirkware, mischgewirkt wird.
- 4. Die Kettwirkware gemäß einem
der obigen Punkte 1 bis 3, wobei die latente Kräuselfaser verbundmäßig aus
zwei Typen von Polyestern gebildet wird und es sich bei wenigstens
einem der Polyester um Poly(trimethylenterephthalat) handelt.
- 5. Die Kettwirkware gemäß einem
der obigen Punkte 1 bis 4, wobei die latente Kräuselfaser verbundmäßig aus
zwei Typen von Polyestern, die sich voneinander in der Grenzviskosität in einer
Menge von 0,05 bis 0,7 dl/g unterscheiden, Seite-an-Seite oder als
exzentrische Kern-Hülle-Faser gebildet
wird und es sich bei wenigstens einem der Polyester um Poly(trimethylenterephthalat)
handelt.
- 6. Die Kettwirkware gemäß einem
der obigen Punkte 1 bis 5, wobei die latente Kräuselfaser den folgenden Bedingungen
(a) bis (c) genügt:
(a)
eine Anfangszugfestigkeit von 10 bis 30 cN/dtex;
(b) eine Streckdehnung
der Kräuselung
von 10 bis 100% und einen Streckmodul der Kräuselung von 80 bis 100%; und
(c)
eine thermische Schrumpfspannung bei 100°C von 0,1 bis 0,5 cN/dtex.
- 7. Die Kettwirkware gemäß einem
der obigen Punkte 1 bis 6, wobei die latente Kräuselfaser verbundmäßig aus
zwei Typen von Poly(trimethylenterephthalaten), die sich voneinander
in der Grenzviskosität
in einer Menge von 0,05 bis 0,5 dl/g unterscheiden, Seite-an-Seite
oder als exzentrische Kern-Hülle-Faser
gebildet wird.
- 8. Die Kettwirkware gemäß einem
der obigen Punkte 3 bis 7, wobei die nichtlatente Kräuselfaser
eine synthetische Faser auf Polyesterbasis und/oder auf Polyamidbasis
ist.
- 9. Die Kettwirkware gemäß einem
der obigen Punkte 1 bis 8, wobei die latente Kräuselfaser verbundmäßig aus
zwei Typen von Poly(trimethylenterephthalaten), die sich voneinander
in der Grenzviskosität
in einer Menge von 0,05 bis 0,3 dl/g unterscheiden, Seite-an-Seite
gebildet wird.
- 10. Die Kettwirkware gemäß einem
der obigen Punkte 1 bis 9, wobei die Kettwirkware aus einer latenten Kräuselfaser
und einer nichtlatenten Kräuselfaser
gebildet wird und die latente Kräuselfaser
in einem Mischverhältnis
von 25 bis 80 Gew.-%, bezogen auf die Wirkware, mischgewirkt wird.
- 11. Die Kettwirkware gemäß einem
der obigen Punkte 1 bis 10, wobei die Kettwirkware aus einer latenten Kräuselfaser
und einer nichtlatenten Kräuselfaser
gebildet wird und die latente Kräuselfaser
in einem Mischverhältnis
von 35 bis 80 Gew.-%, bezogen auf die Wirkware, mischgewirkt wird.
- 12. Die Kettwirkware gemäß einem
der obigen Punkte 1 bis 11, wobei die Vollheit (LwCF)
der Kettwirkware in der Maschenstäbchenrichtung 500 bis 1500
beträgt.
- 13. Die Kettwirkware gemäß einem
der obigen Punkte 1 bis 12, wobei das Verhältnis (Zahl der Maschenstäbchen/Zahl
der Maschenreihen) der Gewirkdichte in Maschenstäbchenrichtung zur Gewirkdichte
in Maschenreihenrichtung, 0,6 oder mehr bis 1,0 oder weniger beträgt.
- 14. Die Kettwirkware gemäß einem
der obigen Punkte 1 bis 13, wobei die Masche der Kettwirkware eine Halbtrikot-Masche
ist.
- 15. Badebekleidung, für
die die Kettwirkware gemäß einem
der obigen Punkte 1 bis 14 verwendet wird.
- 16. Sportbekleidung, für
die die Kettwirkware gemäß einem
der obigen Punkte 1 bis 14 verwendet wird.
- 17. Unterwäsche,
für die
die Kettwirkware gemäß einem
der obigen Punkte 1 bis 14 verwendet wird.
-
Die
Kettwirkware der vorliegenden Erfindung ist dahingehend ausgezeichnet,
dass sie eine hervorragende Oberflächenglätte, Formstabilität usw. aufweist
sowie die Anpassungsfähigkeit
an die Bewegung des Körpers
usw. in der Längs-
und Querrichtung hervorragend ist, ohne dass ein angespanntes Gefühl auftritt, und
dass sie diese Eigenschaften nach einem wiederholten Waschen und
wiederholtem Tragen beibehalten kann.
-
Die
vorliegende Erfindung wird nachstehend ausführlicher erklärt.
-
Die
Kettwirkware der vorliegenden Erfindung enthält keine elastische Faser.
Die elastische Faser ist eine Faser mit einer Dehnung von 300% oder
mehr, und sie wird durch eine elastische Faser auf Polyurethan-Basis,
eine elastische Faser auf Polyetherester-Basis und dergleichen repräsentiert.
Wie oben erklärt wurde,
hat eine Wirkware, für
die eine elastische Faser verwendet wird, die dahingehenden Nachteile,
dass sie ein Gefühl
der Schwere verleiht, ihre Dehnbarkeit verliert, wenn sie während des
Tragens wiederholt gestreckt wird, und zu einer Versprödung durch
chemische Einwirkungen neigt. Die Wirkware der vorliegenden Erfindung
ist daher dadurch gekennzeichnet, dass sie keine elastische Faser
enthält.
-
Es
ist am zweckmäßigsten,
die Beständigkeit
der Wirkware gegenüber
einer solchen Versprödung
und einer Reduktion der Dehnbarkeitsfunktionen zu bewerten, indem
man die Wirkware zu einem erwünschten Kleidungsmuster
näht, um
Artikel zu ergeben, und die Artikel tatsächlich verwendet. Wenn die
Wirkware jedoch tatsächlich
verwendet und bewertet wird, unterscheiden sich die Ergebnisse zuweilen
in Abhängigkeit
von den Unterschieden der individuellen Variation der Träger und
der Trageumgebungen, und daher ist eine Quantifizierung der Ergebnisse
schwierig. Als Ergebnis wird eine quantitative Bewertung der Haltbarkeit
der Wirkware durch eine nachstehend erklärte Modellbewertung durchgeführt.
-
Z.
B. wird die Modellbewertung der angenommenen Badebekleidungsprobe,
die in einem Schwimmbecken getragen wird, auf folgende Weise durchgeführt. Eine
Wirkwaren-Probe wird 6 Stunden lang in ein Wasserbad eines Volumens
von 50 l mit einer Konzentration an aktivem Chlor, die auf 100 ppm
eingestellt ist (mit Natriumhypochlorit) und einem auf 7,0 ± 0,5 eingestellten
pH-Wert (mit Salzsäure)
eingetaucht, wobei die Temperatur auf 35°C eingestellt ist, während die
Wirkwaren-Probe um 30% in der Kett- oder Schussrichtung gedehnt
wird. Die Wirkwaren-Probe wird dann entwässert und an der Luft getrocknet.
Die Tauchbehandlung wird fünfmal
wiederholt. Die Spannungsbeibehaltung bei einer Dehnung von 60%
der Wirkwaren-Probe wird vor und nach der Tauchbehandlung gemessen.
-
Die
Spannung bei einer Dehnung von 60% ist eine Spannung, die gemäß JIS-L-1080 gemessen wird (Dehnungsverfahren
bei konstanter Geschwindigkeit), und sie stellt die Spannung einer
Wirkwaren-Probe einer Breite von 5 cm unmittelbar nach der Dehnung
der Probe mit einer Ziehgeschwindigkeit von 300%/min dar, bezogen
auf den Griff-zu-Griff-Abstand der Probe vor der Dehnung, bis die
Dehnung 60% erreicht. Die Spannung nach dem Eintauchen wird als
Prozentsatz, bezogen auf die Spannung bei einer Dehnung von 60%
vor dem Eintauchen, berechnet und in Form der Spannungsbeibehaltung
bewertet.
-
Die
Spannungsbeibehaltung der Kettwirkware in der vorliegenden Erfindung
beträgt
vorzugsweise 40 bis 100%, besonders bevorzugt 60 bis 100% und ganz
besonders bevorzugt 80 bis 100%. Wenn die Spannungsbeibehaltung
in dem obigen Bereich liegt, verleiht ein aus der Wirkware erhaltener
Artikel dem Träger ein
ausgezeichnetes Passgefühl.
Zudem verleiht der Artikel kein angespanntes Gefühl, weil die Wirkware nicht schrumpft.
-
Weiterhin
wird die Modellbewertung einer angenommenen Probe und einer Unterwäsche und
einer Sportbekleidung, die eng am Körper anliegen, auf folgende
Weise durchgeführt.
Eine 1:1-Mischung von Squalen (eine der Komponenten von Talg) und
eines nichtionischen Tensids (z. B. Emulgen 409P, hergestellt von Kao
Corporation) wird mit Wasser verdünnt, und eine wässrige 10-%ige
Lösung
von 35°C
wird hergestellt. Eine Wirkwaren-Probe wird 3 Stunden lang in die
wässrige
Lösung
eingetaucht, entwässert
und 20 Stunden lang Ultraviolettstrahlung mit einem Fade-O-meter
vom Kohlenstofftyp ausgesetzt. Die Spannungsbeibehaltung bei einer
Dehnung von 60% vor und nach dem Eintauchen und der Einwirkung von
Ultraviolettstrahlung wird gemessen und durch die obige Arbeitsweise
bewertet. Die Spannungsbeibehaltung der Wirkware in der Modellbewertung
von angenommener Sportbekleidung und Unterwäsche, die eng mit dem Körper in
Kontakt treten, beträgt
auch vorzugsweise 40 bis 100%, besonders bevorzugt 60 bis 100% und
ganz besonders bevorzugt 80 bis 100%.
-
Eine
Wirkware der vorliegenden Erfindung ist dadurch gekennzeichnet,
dass sie eine Kettwirkware ist. Da die Rückhaltekraft von gewirkten
Schleifen, die die Wirkware bilden, relativ hoch ist, und zu wirkende
Fasern in der Längsrichtung
der Wirkware zugeführt
werden, hat die Kettwirkware eine ausgezeichnete Beibehaltung der
Form und Oberflächenglätte, verglichen
mit den flach gewirkten und schlauchförmig gewirkten Textilerzeugnissen.
Bei einer Bekleidung, die – wenn
sie verwendet wird – eng
mit dem Körper
in Kontakt steht, ist die Verformung der Wirkware während des
Tragens sehr groß,
verglichen mit der allgemeinen Oberbekleidung, wie Oberbekleidung
und Freizeitbekleidung. Ein Kleidungsstück, das aus flachen Wirkwaren
und schlauchförmigen
Wirkwaren mit geringer Beibehaltung der Form hergestellt wird, erzeugt
daher während
des Tragens häufig
eine Lockerheit und Schlaffheit und verleiht dem Träger wahrscheinlich
ein unbequemes Gefühl.
Wenn man andererseits eine Kombination einer eng mit dem Körper in
Kontakt stehenden Bekleidung und einer Oberbekleidung trägt, wird
der Kontaktwiderstand zwischen den Textilerzeugnissen ein Hauptfaktor,
der die Bewegung des Körpers
behindert. Die Wirkware für
Bekleidung, die – wenn
sie verwendet wird – eng
mit dem Körper
in Kontakt steht, hat vorzugsweise eine ausgezeichnete Oberflächenglätte. Demgemäß sind Kettwirkwaren
zum Zweck des Erhaltens der Effekte der vorliegenden Erfindung am
meisten geeignet.
-
Die
Kettwirkwaren der vorliegenden Erfindung umfassen Wirkwaren, die
mit einer Trikot-Wirkmaschine gebildet werden, wie Halbtrikot, Rückenhalbteil
(back half), Doppel-Dembigh und doppelflächige Trikotware, und Wirkwaren,
die mit einer Raschel-Wirkmaschine gebildet werden, wie Satinnetz,
Trikotnetz, Tülle
und Spitze. Um auf effektive Weise die Dehnbarkeit, Passform und
dergleichen einer zu bildenden Kettwirkware zu erhalten, wird eine
Halbtrikot-Masche bevorzugt. Die Kettwirkware der vorliegenden Erfindung
hat eine Wirkdichte, die z. B. mit einer Wirkmaschine mit einer
Feinheit von 8 bis 40 Nadeln pro 2,54 cm gebildet wird. Um die Vollheit
der Wirkware in der vorliegenden Erfindung zu erhalten, wird darüber hinaus
eine Feinheit von 12 bis 36 Nadeln pro 2,54 cm bevorzugt, und eine
Feinheit von 24 bis 36 Nadeln wird besonders bevorzugt.
-
Die
Kettwirkware der vorliegenden Erfindung hat eine Dehnbarkeit von
60% oder mehr sowohl in der Kett- als auch in der Schussrichtung.
Die Dehnbarkeit wird gemäß JIS-L-1080
(Dehnungsverfahren mit konstanter Geschwindigkeit) gemessen. Eine
Wirkwaren-Probe einer Breite von 5 cm wird mit einer Ziehgeschwindigkeit
von 300% pro Minute, bezogen auf den Griff-zu-Griff-Abstand vor der Dehnung,
gedehnt, bis eine Last von 44,1 N daran angelegt ist. Die Dehnbarkeit
wird durch den prozentualen Griff-zu-Griff-Abstand nach der Dehnung,
bezogen auf den Griff-zu-Griff-Abstand vor der Dehnung, dargestellt.
Eine Last von 44,1 N, die an die Wirkwaren-Probe einer Breite von
5 cm angelegt wurde, ist hierin die maximale Last, die an eine Wirkware angelegt
wird, wenn der Träger
die Bekleidung trägt
oder auszieht, so dass das Textilerzeugnis gedehnt wird.
-
Wenn
ein Träger
eine Bekleidung trägt,
die eine Dehnbarkeit von weniger als 60% in der Schussrichtung aufweist,
wird der Artikel während
des Tragens oder Ausziehens in seiner Querrichtung gedehnt, und
die Bekleidung weist schlechte Trage- und Auszieheigenschaften auf.
Wenn ein Träger
zudem verschiedene Bewegungen durchführt, während der Träger die
Bekleidung trägt,
wird die Bekleidung in Teilen, wie Arm-, Achselhöhle-, Taille-, Hüfte, Ellebogen-
und Knieteilen stärker
in der Längsrichtung
als in der Querrichtung gedehnt. Da die maximale Dehnung der Haut
des menschlichen Körpers,
während
er sich bewegt, etwa 60% beträgt,
ist ein Kleidungsstück,
für das
eine Wirkware mit einer Dehnbarkeit von weniger als 60% in der Kettrichtung
verwendet wird, während
des Tragens und Ausziehens unbequem und hat eine geringe Anpassungsfähigkeit
an die Bewegungen des Körpers.
Aus dem Obigen kann geschlossen werden, dass die Kettwirkware eine
Dehnbarkeit von 60% oder mehr sowohl in der Kett- als auch in der
Schussrichtung haben muss.
-
Weil
eine Wirkware mit einer Dehnbarkeit oft in einem Zustand verwendet
wird, in dem sie in der Kett- und/oder Schussrichtung um etwa 20%
gedehnt wird, wird es bevorzugt, dass die Wirkware eine Dehnbarkeit von
80% oder mehr in wenigstens der Kett- oder der Schussrichtung hat.
Zudem wird es besonders bevorzugt, dass die Wirkware eine Dehnbarkeit
von 80% oder mehr sowohl in der Kett- als auch in der Schussrichtung hat.
Wenn die Dehnbarkeit andererseits 200% übersteigt, zeigt die Wirkware
einen knötchenbildungsartigen Effekt
auf der Oberfläche,
einen kreppartigen Effekt und eine geringe Oberflächenglätte. Die
Dehnbarkeit der Wirkware beträgt
daher vorzugsweise 200% oder weniger, besonders bevorzugt 160% oder
weniger.
-
Weiterhin
beträgt
das Verhältnis
der Dehnbarkeit in der Schussrichtung zur Dehnbarkeit in der Kettrichtung
vorzugsweise 0,5 oder mehr bis 2,0 oder weniger, besonders bevorzugt
0,7 oder mehr bis 1,7 oder weniger, und ganz besonders bevorzugt
1,0 oder mehr bis 1,5 oder weniger. Wenn ein Träger ein Kleidungsstück trägt, das
ein hohes Streckverhältnis
aufweist und das eng mit dem Körper
in Kontakt steht, hängt
die auf die Wirkware angelegte Spannung von der Richtung ab. Als
Ergebnis neigt das Kleidungsstück
zu einem Hochziehen oder Herunterrutschen, so dass dem Träger ein
Gefühl
der Unbehaglichkeit verliehen wird. Daher wird es bevorzugt, dass
die Wirkware eine Dehnbarkeit aufweist, die in der Kett- als auch
in der Schussrichtung ausgeglichen ist.
-
Die
Kettwirkware der vorliegenden Erfindung hat eine Restdehnung bei
Erholung nach 60% Dehnung von 15% oder weniger sowohl in der Kett-
als auch in der Schussrichtung. Die Restdehnung bei Erholung nach 60%
Dehnung wird gemäß JIS-L-1080
(Dehnungsverfahren bei konstanter Geschwindigkeit) gemessen. Eine Wirkwaren-Probe
wird mit einer Ziehgeschwindigkeit von 300%/min, bezogen auf den
Griff-zu-Griff-Abstand der Wirkwaren-Probe gedehnt, bis die Dehnung
60% erreicht. Dann ermöglicht
man eine prompte Erholung der Probe, und die Restdehnung ist die
resultierende Dehnungslänge,
dargestellt in %, bezogen auf den anfänglichen Griff-zu-Griff-Abstand.
-
Um
eine hohe Dehnbarkeit einer Wirkware zu erhalten, kann die Dehnbarkeit
durch eine Arbeitsweise des Lockerwerdens der Wirktextur, die die
Wirkware bildet, willkürlich
eingestellt werden. Wenn die Dehnbarkeit erhöht ist, nimmt die Dichte des
Textilerzeugnisses ab und die Dehnungserholung ist reduziert, so
dass die Restdehnung erhöht
ist. Für
ein tatsächliches
Kleidungsstück
wird die Restdehnung jedoch zu einem Nachteil. Wenn die Restdehnung
z. B. größer als 15%
während
des Tragens und Entkleidens ist, wird häufig eine Schlaffheit erzeugt,
wenn ein Träger
das Kleidungsstück
trägt.
Wenn die Restdehnung zudem größer als
15% ist, werden häufig
Formänderungen
des Kleidungsstücks,
wie Falten, Schlaffheit, ausgebeulte Ellebogenteile und ausgebeulte
Knieteile nach dem Tragen erzeugt. Demgemäß muss die Restdehnung unmittelbar
nach der Dehnungserholung der Wirkware 15% oder weniger sowohl in
der Kett- als auch in der Schussrichtung betragen. Die Restdehnung
ist vorzugsweise 10% oder weniger und besonders bevorzugt 7% oder
weniger. Zudem gibt es derzeit im Wesentlichen keine Textilerzeugnisse,
die eine Restdehnung von weniger als 0% aufweisen. Wenn Textilerzeugnisse
eine Restdehnung von weniger als 0% aufzeigen, wird der Effekt des
Straffanliegens am Körper
des Trägers
während
des Tragens des Bekleidungsstücks
erhöht,
und das Bekleidungsstück
verleiht dem Träger
ein Gefühl
von Angespanntsein. Demgemäß beträgt die Restdehnung
vorzugsweise 0% oder mehr.
-
Die
Kettwirkware der vorliegenden Erfindung umfasst eine gekräuselte latente
Kräuselfaser.
-
Die
latente Kräuselfaser
in der vorliegenden Erfindung ist eine synthetische Faser, die aus
wenigstens zwei Typen von Polymer-Komponenten gebildet wird (insbesondere
werden die wenigstens zwei Typen von Polymer-Komponenten oft Seite-an-Seite
oder auf eine exzentrische Kern-Hülle-Art gebunden), und die
Kräuselung
wird durch Wärmebehandlung
gebildet.
-
Um
hohe Dehnbarkeits- und ausgezeichnete Rückstreck-Eigenschaften sowohl
in der Kett- als auch in der Schussrichtung zu erhalten, beträgt das Mischungsverhältnis einer
latenten Kräuselfaser
in der Kettwirkware der vorliegenden Erfindung vorzugsweise 10 Gew.-%
oder mehr, besonders bevorzugt 25 Gew.-% oder mehr und ganz besonders
bevorzugt 35 Gew.-% oder mehr, bezogen auf die Wirkware. Wenn das
Mischungsverhältnis
10 Gew.-% oder größer ist,
wird eine Kettwirkware mit einer ausgezeichneten Dehnbarkeit und
einer geeigneten Restdehnung erhalten. Andererseits zeigt eine Kettwirkware,
die allein aus einer latenten Kräuselfaser
gebildet wird, nämlich
eine Kettwirkware, die daraus mit einem Mischungsverhältnis von
100 Gew.-%, bezogen auf die Wirkware, gebildet wurde, auch eine
ausgezeichnete Dehnbarkeit. Eine Kettwirkware, die aus 100 Gew.-%
einer latenten Kräuselfaser
gebildet wird, genügt
im Wesentlichen der Dehnbarkeit und Restdehnung. Um jedoch die Widerstandsfähigkeit
gegenüber
der Knötchenbildung
und dem Fadenziehen und die Oberflächenglätte der Wirkware zu erhöhen, über die
das Kleidungsstück
verfügen
muss, beträgt
das Mischungsverhältnis
einer latenten Kräuselfaser
vorzugsweise 80 Gew.-% oder weniger, bezogen auf die Wirkware. Demgemäß beträgt ein besonders
bevorzugtes Mischungsverhältnis
einer latenten Kräuselfaser
25 Gew.-% oder mehr bis 80 Gew.-% oder weniger, besonders bevorzugt
35 Gew.-% oder mehr bis 80 Gew.-% oder weniger und ganz besonders
bevorzugt 40 Gew.-% oder mehr bis 60 Gew.-% oder weniger, bezogen
auf die Wirkware.
-
Die
anfängliche
Zugfestigkeit einer latenten Kräuselfaser
in der vorliegenden Erfindung beträgt vorzugsweise 10 bis 30 cN/dtex,
besonders bevorzugt 20 bis 30 cN/dtex und ganz besonders bevorzugt
20 bis 27 cN/dtex. Wenn die anfängliche
Zugfestigkeit in dem obigen Bereich liegt, kann die Faser leicht
hergestellt werden. Zudem ist die Wirkware von hoher Qualität, und die
Einzelfilamente der Faser sind kaum miteinander verschlungen. Als
Ergebnis kann ein dicht gewirktes Textilerzeugnis gebildet werden.
-
Weiterhin
beträgt
die Streckdehnung einer Kräuselung
einer latenten Kräuselfaser
vorzugsweise 10 bis 100%, besonders bevorzugt 10 bis 80% und ganz
besonders bevorzugt 10 bis 60%. Wenn die Streckdehnung in dem obigen
Bereich liegt, wird leicht eine Wirkware mit einer Dehnbarkeit von
60% oder mehr gebildet, und die Faser wird auch leicht hergestellt.
-
Zudem
beträgt
der Streckmodul einer Kräuselung
vorzugsweise 80 bis 100%, besonders bevorzugt 85 bis 100% und ganz
besonders bevorzugt 85 bis 97%. Wenn der Streckmodul in dem obigen
Bereich liegt, wird eine Wirkware mit ausgezeichneten Rückstreck-Eigenschaften
erhalten. Im Hinblick auf das Messprinzip zeigt die latente Kräuselfaser
zusätzlich
dazu niemals einen Streckmodul von mehr als 100%.
-
Weiterhin
beträgt
die thermische Schrumpfspannung bei 100°C vorzugsweise 0,1 bis 0,5 cN/dtex,
besonders bevorzugt 0,1 bis 0,4 cN/dtex und ganz besonders bevorzugt
0,1 bis 0,3 cN/dtex. Die thermische Schrumpfspannung bei 100°C ist eine
wichtige notwendige Bedingung für
die Entwicklung einer Kräuselung
in den Wasch- und Färbeschritten
der Wirkware. D. h., um eine Kräuselung
durch Überwinden
der Rückhaltekraft der
Wirkware zu entwickeln, beträgt
die thermische Schrumpfspannung bei 100°C vorzugsweise 0,1 cN/dtex oder
mehr. Eine Wirkware, für
die ein Verbundgarn, das eine thermische Schrumpfspannung von weniger
als 0,1 cN/dtex aufweist, verwendet wird, hat häufig kein ausreichend dichtes
Gefühl
und eine angemessene Dehnbarkeit. Zudem ist die Produktion eines
Verbundgarns, das eine thermische Schrumpfspannung bei 100°C von mehr
als 0,5 cN/dtex aufweist, schwierig, und gleichzeitig produziert
die Wirkware wahrscheinlich ein unregelmäßiges Aussehen der Oberfläche.
-
Weiterhin
beträgt
die Streckdehnung nach der Abkochbehandlung vorzugsweise 100 bis
250%, besonders bevorzugt 150 bis 250% und ganz besonders bevorzugt
180 bis 250%. Zusätzlich
dazu ist die Herstellung einer Faser, die eine Streckdehnung von
mehr als 250% aufweist, schwierig.
-
Der
Streckmodul nach der Abkochbehandlung ist vorzugsweise 90 bis 100%
und besonders bevorzugt 95 bis 100%.
-
Multifilamente,
die aus Einzelfilamenten geformt werden, in denen zwei Typen von
Polyestern, die sich in ihrer Grenzviskosität unterscheiden, Seite-an-Seite
verbundmäßig ausgebildet
sind, werden als latente Kräuselfaser
mit solchen Eigenschaften bevorzugt. Wie in der geprüften
japanischen Patentveröffentlichung (Kokoku)
Nr. 43-19108 , der nicht geprüften
japanischen Patentveröffentlichung (Kokai) Nr. 11-189923 ,
der nicht geprüften
japanischen Patentveröffentlichung
(Kokai) Nr. 2000-239927 , der nicht geprüften
japanischen Patentveröffentlichung (Kokai) Nr. 2000-256918 usw.
veranschaulicht wird, gibt es Multifilamente vom Seite-an-Seite-Typ,
wobei eine erste Komponente von Poly(trimethylenterephthalat) und
eine zweite Komponente eines Polyesters, wie Poly(trimethylenterephthalat),
Poly(ethylenterephthalat) oder Poly(butylen terephthalat), oder Nylon
parallel oder exzentrisch angeordnet sind, und ein Verbund Seite-an-Seite
oder in einer exzentrischen Kern-Hülle-Weise gesponnen wird.
-
In
der vorliegenden Erfindung wird es bevorzugt, dass die latente Kräuselfaser
aus zwei Typen von Polyestern gebildet wird, und wenigstens einer
der Polyester Poly(trimethylenterephthalat) ist. Zudem wird es bevorzugt,
dass die zwei Typen von Polyestern Seite-an-Seite oder in einer
exzentrischen Kern-Hülle-Weise miteinander
verbundmäßig ausgebildet
sind.
-
Zusätzlich dazu
wird eine Kettwirkware, die die Bedingungen der vorliegenden Erfindung
erfüllt,
kaum aus Multifilamenten erhalten, die nur aus einem Polyester-Typ, wie Poly(trimethylenterephthalat),
Poly(ethylenterephthalat) oder Poly(butylenterephthalat), gebildet
werden und keine Verbundfaser sind, oder aus einer Verbundfaser
erhalten, in der Poly(trimethylenterephthalat) nicht als wenigstens
einer der zwei Polyester-Typen verwendet wird. Die Kettwirkware
wird wegen der nachstehend erklärten
Gründe
kaum erhalten. Eine Kettwirkware, die die Bedingungen der vorliegenden
Erfindung erfüllt
und eine ausgezeichnete Dehnbarkeit, Dehnungserholung, Dichtigkeit,
Glätte
und Beibehaltung der Form aufweist, wird unter Verwendung von Poly(trimethylenterephthalat),
das Eigenschaften wie eine hohe elastische Erholungskraft und Flexibilität hat, als
eine Komponente der Verbundfaser, leicht erhalten.
-
In
der vorliegenden Erfindung ist die Differenz der Grenzviskosität der zwei
Typen von Polyestern vorzugsweise 0,05 bis 0,7 dl/g, bevorzugter
0,05 bis 0,5 dl/g, besonders bevorzugt 0,1 bis 0,4 dl/g und ganz
besonders bevorzugt 0,15 bis 0,3 dl/g. Wenn die Differenz der Grenzviskosität im obigen
Bereich liegt, tritt ein Biegen des Garns und eine Verunreinigung
der Spinndüse
während
der Extrusion aus der Spinndüse
im Spinnschritt selten auf und eine stabilisierte Produktion des
Verbundgarns wird ermöglicht.
Zudem ist die Fluktuation der Garngröße gering und eine Ungleichmäßigkeit
der Zugeigenschaften und ein ungleichmäßiges Färben treten kaum auf. Insbesondere
wird eine Verbundfaser, die durch eine Verbundbildung von zwei Typen
von Poly(trimethylenterephthalaten) mit einer Differenz der Grenzviskosität von 0,05
bis 0,3 dl/g in einer Seite-an-Seite-Weise gebildet wird, besonders
bevorzugt. Wenn zudem die Grenzviskosität auf der Seite der hohen Viskosität aus einem
Bereich von 0,7 bis 1,5 dl/g ausgewählt wird, wird die Grenzviskosität auf der
Seite der niedrigen Viskosität
vorzugsweise aus einem Bereich von 0,5 bis 1,3 dl/g ausgewählt. Zusätzlich dazu
ist die Grenzviskosität
auf der Seite der niedrigen Viskosität vorzugsweise 0,5 dl/g oder
mehr, besonders bevorzugt 0,6 bis 1,0 dl/g und ganz besonders bevorzugt
0,7 bis 1,0 dl/g.
-
In
der vorliegenden Erfindung beträgt
die mittlere Grenzviskosität
der Verbundfaser vorzugsweise 0,7 bis 1,4 dl/g, bevorzugter 0,8
bis 1,2 dl/g, besonders bevorzugt 0,85 bis 1,15 dl/g und ganz besonders
bevorzugt 0,9 bis 1,1 dl/g, um die mechanische Festigkeit beizubehalten.
-
Zusätzlich dazu
ist der Grenzviskositätswert
in der vorliegenden Erfindung nicht die Grenzviskosität eines
Rohmaterial-Polymers, sondern bezeichnet die Grenzviskosität eines
Spinnfasergarns, das aus folgenden Gründen erhalten wird. Ein Poly(trimethylenterephthalat)
ist für
eine thermische Zersetzung anfällig,
verglichen mit einem Poly(ethylenterephthalat) oder dergleichen.
Selbst wenn ein Polymer mit einer hohen Grenzviskosität verwendet
wird, zersetzt sich das Polymer in der Wärme im Spinnstadium, so dass
die Grenzviskosität
reduziert wird, und die so erhaltene Verbundfaser kann nicht den
Grenzviskositätsunterschied
zwischen den Rohmaterial-Polymeren ohne eine Änderung beibehalten.
-
Obwohl
es keine spezielle Beschränkung
bezüglich
des Zusammensetzungsverhältnisses
der zwei Typen von Polyestern, die sich in der Grenzviskosität voneinander
unterscheiden, gibt, beträgt
das Verhältnis vorzugsweise
70/30 bis 30/70, um die Streckdehnung und den Streckmodul der Kräuselung
zu erhalten, wie oben erklärt
wurde. Darüber
hinaus ist die Querschnittsform der Einzelfilamente, die durch Verbundbildung
in einer Seite-an-Seite-Weise hergestellt werden, befriedigend,
solange sie im Wesentlichen exzentrisch gebildet werden. Es ist
nicht erforderlich, dass sie vollständig in einer Seite-an-Seite-Weise
verbundmäßig ausgebildet sind.
Die verbundene Oberfläche
des Querschnitts der Einzelfilamente kann gekrümmt sein, und die Einzelfilamente
können
in einer exzentrischen Kern-Hülle-Weise
gebunden sein.
-
In
der vorliegenden Erfindung ist das Poly(trimethylenterephthalat)
ein Polyester mit Trimethylenterephthalat-Einheiten als grundlegenden
Repetiereinheiten, und es enthält
Trimethylenterephthalat-Einheiten in einer Menge von 50 Mol-% oder
mehr, vorzugsweise 70 Mol-% oder mehr, besonders bevorzugt 80 Mol-%
oder mehr und ganz besonders bevorzugt 90 Mol-% oder mehr. Demgemäß schließt das Poly(trimethylenterephthalat)
ein Poly(trimethylenterephthalat) ein, das als Drittkomponenten
andere Säure-Komponenten
und/oder Glycol-Komponenten in einer Gesamtmenge von etwa 50 Mol-%
oder weniger, vorzugsweise von 30 Mol-% oder weniger, besonders
bevorzugt von 20 Mol-% oder weniger und ganz besonders bevorzugt
von 10 Mol-% oder weniger enthält.
-
Ein
Poly(trimethylenterephthalat) wird durch Kombination von Terephthalsäure oder
einem funktionellen Derivat derselben und Trimethylenglycol oder
einem funktionellen Derivat von Trimethylenglycol unter geeigneten
Reaktionsbedingungen in Gegenwart eines Katalysators synthetisiert.
Im Laufe der Synthese können eine
geeignete oder zwei oder mehr Drittkomponenten zugegeben werden,
um einen copolymerisierten Polyester zu ergeben. Alternativ dazu
können
ein Poly(trimethylenterephthalat) und ein vom Poly(trimethylenterephthalat)
verschiedener Polyester, wie Poly(ethylenterephthalat) oder Poly(butylenterephthalat),
oder Nylon vermischt werden.
-
Beispiele
für die
zuzufügende
Drittkomponente sind aliphatische Dicarbonsäuren, wie Oxalsäure und Adipinsäure, alicyclische
Dicarbonsäuren
wie Cyclohexandicarbonsäure,
aromatische Dicarbonsäuren,
wie Isophthalsäure
und Natriumsulfoisophthalsäure,
aliphatische Glycole, wie Ethylenglycol, 1,2-Propylenglycol und
Tetramethylenglycol, alicyclische Glycole wie Cyclohexandimethanol,
aliphatische Glycole, die eine aromatische Gruppe enthalten, wie
1,4-Bis(β-hydroxyethoxy)benzol,
Polyetherglycole, wie Poly(ethylenglycol) und Poly(propylenglycol),
aliphatische Oxycarbonsäuren
wie ω-Oxycapronsäure, und
aromatische Oxycarbonsäuren
wie p-Oxybenzoesäure.
Zudem kann auch eine Verbindung (wie Benzoesäure oder Glycerin) mit einer
oder drei oder mehr esterbildenden funktionellen Gruppen verwendet
werden, solange das sich ergebende Polymer im Wesentlichen linear
ist.
-
Weiterhin
kann das Poly(trimethylenterephthalat) Mattierungsmittel wie Titandioxid,
Stabilisatoren wie Phosphorsäure,
Ultraviolettstrahlenabsorber wie ein Hydroxybenzophenon-Derivat,
Kristallkeimbildner wie Talk, Gleitmittel wie Aerosil, Antioxidationsmittel
wie ein gehindertes Phenol-Derivat, Flammverzögerungsmittel, antistatische
Mittel, Pigmente, fluoreszierende Aufheller, Infrarotstrahlenabsorber,
Schaumverhütungsmittel
und dergleichen enthalten.
-
In
der vorliegenden Erfindung können
alle Verfahren des Spinnens einer latenten Kräuselfaser, die in den obigen
Patentveröffentlichungen
offenbart sind, verwendet werden. Ein bevorzugtes Verfahren ist
z. B. ein Verfahren, in dem ein nichtgestrecktes Garn mit einer
Geschwindigkeit von 3000 m/min oder weniger aufgewickelt wird und
das nichtgestreckte Garn durch ein Streckverhältnis von etwa 2 bis 3,5 gestreckt
und gezwirnt wird. Darüber
hinaus kann auch das direkte Streckverfahren (Spinn-Streckverfahren)
verwendet werden, bei dem ein Spinnschritt und ein Streck- und Zwirnschritt
direkt miteinander verbunden sind, und auch ein Hochgeschwindigkeits-Spinnverfahren
(Spinnaufnahme-Verfahren) kann verwendet werden, bei dem die Wickelgeschwindigkeit
5000 m/min oder mehr ist.
-
Zudem
kann die Form der Poly(trimethylenterephthalat)-Faser entweder ein
Filamentgarn oder eine Stapelfaser sein. Das Garn kann in der Längsrichtung
gleichmäßig oder
ungleichmäßig, wie
dick und dünn, sein.
Zudem kann der Querschnitt des Filaments rund, dreieckig, L-förmig, T-förmig, Y-förmig, W-förmig, achtblättrig, flach
(eine Flachheit von etwa 1,3 bis 4, z. B. W-förmig, I-förmig, Bumerang-förmig, wellenförmig, die Form
eines aufgespießten
Kloßes
aufweisen, kokonförmig,
rechteckig, Parallelepiped-förmig
usw.), polygonal (z. B. hantelförmig),
mehrfachblättrig,
hohl sein oder eine undefinierte Form haben.
-
Zur
Verbesserung der Dehnbarkeit einer Kettwirkware in der vorliegenden
Erfindung ist die Form der Faser vorzugsweise ein Filamentgarn.
Um zudem eine Verschlingung von Einzelfilamenten einer latenten Kräuselfaser
auf einer Kettwirkmaschine zu unterdrücken und den Kettgrad zu verbessern,
ist die Querschnittsform der Einzelfilamente vorzugsweise wie folgt.
Die Flachheit eines Einzelfilament-Querschnitts ist etwa 1,0 bis
1,2. Die Flachheit bezeichnet hierin einen Zahlenwert, der das Verhältnis der
Hauptachse zur Nebenachse auf einem Einzelfilament-Querschnittsbereich
darstellt, der durch Schneiden eines Einzelfilaments in einer Richtung
senkrecht zur Längsrichtung
desselben erhalten wird. Wenn die Flachheit näher bei 1 liegt, ähnelt die
Form eher einem Kreis. Wenn der Zahlenwert andererseits groß ist, ist
die Form flacher.
-
Um
weiterhin die Strickbarkeit durch Unterdrücken der Verschlingung von
Einzelfilamenten auf einer Kettwirkmaschine zu verbessern und den
Kettgrad zu verbessern, wird die latente Kräuselfaser vorzugsweise einer
Verschlingungs-Vermischungs-Behandlung
unterzogen. Wenn die Anzahl der Verschlingungen jedoch übermäßig hoch
ist, wird das weiche Gefühl
der Multifilamente beeinträchtigt
und die Entwicklung einer Kräuselung
wird unterdrückt,
so dass die Dehnbarkeit abnimmt. Eine bevorzugte Anzahl von Verschlingungen
pro Meter ist 2 bis 100, besonders bevorzugt 5 bis 80 und ganz besonders
bevorzugt 10 bis 50. Die Anzahl der Verschlingungen wird hierin
gemäß JIS-L-1013
gemessen.
-
Es
gibt keine spezielle Einschränkung
des Verschlingungsverfahrens, wenn das Verfahren vor dem Wirken
durchgeführt
wird. Angesichts der Produktionskosten und der Stabilität der Anzahl
der Verschlingungen gibt es jedoch ein Verfahren, in welchem eine
Verschlingung im Spinnschritt verliehen wird, und ein Verfahren dafür in einem
Garntexturierungsschritt, wie Falschdrahtspinnen und Kombinieren.
Eine Verschlingung kann in jedem der Schritte vom Anfangsschritt
bis zum abschließenden
Wickelschritt in jedem der Verfahren verliehen werden. Wenn die
Verschlingung z. B. im Spinnschritt verliehen werden soll, wird
die Verschlingung direkt vor dem Aufwickeln zu einem Wickelkörper verliehen.
D. h. eine Verschlingung kann z. B. mit einer bekannten Verschlingungsdüse (Verflechter)
im Streck- und Zwirnschritt verliehen werden, wenn ein nichtgestrecktes Garn gestreckt
und gezwirnt werden soll, oder sie kann vor dem Wickeln eines Spinnfasergarns
verliehen werden, wenn ein direktes Streckverfahren oder ein Hochgeschwindigkeitsspinnverfahren
verwendet wird. Das Verleihen einer Verschlingung im Spinnschritt
hat den Vorteil einer Reduktion der Produktionskosten. Andererseits
hat das Verleihen einer Verschlingung im Garntexturierungsschritt
den Vorteil einer Zunahme der Anzahl der Verschlingungen, verglichen
mit dem Verleihen einer Verschlingung im Spinnschritt. Eine Verschlingung kann
natürlich
sowohl im Spinnschritt als auch im Garntexturierungsschritt verliehen
werden.
-
Beispiele
für die
Form des Garns einer latenten Kräuselfaser
umfassen einen weichen oder harten einfachen Zwirn, ein kombiniertes
Filamentgarn, ein Falschdrahtgarn (einschließlich eines gestreckten und Falschdrahtgarns
von POY), ein Luftdüsentexturgarn,
ein Stauchkammer-Kräuselgarn,
ein texturiertes Knit-Deknit-Garn,
ein Spinnfasergarn, wie ein Ringspinngarn und ein Open-End-Garn
und ein Multifilament-Rohgarn (einschließlich eines extrem dünnen Garns).
Von diesen werden ein Rohgarn und ein Falschdrahtgarn bevorzugt.
Zudem kann die latente Kräuselfaser
mit einer natürlichen
Faser, die durch Wolle dargestellt wird, oder mit anderen Fasern
durch Mittel vermischt werden, wie dem stabilen Fasermischen (CSIRO spun,
CSIRO fil usw.), Filament-Mischen und Kombinieren (Garn aus kombinierten
Filamenten mit unterschiedlicher Schrumpfung, das mit einem Garn
hoher Schrumpfung hergestellt wird usw.), gezwirnte Kombination,
Verbund-Falschdrahtspinnen (Falschdrahtspinnen mit unterschiedlicher
Dehnung usw.) und Flüssigkeitsdüsen-Texturieren
mit zwei Beschickungen.
-
Es
gibt keine spezielle Einschränkung
der Gesamtgröße einer
latenten Kräuselfaser,
die in der vorliegenden Erfindung verwendet wird, solange der Gegenstand
der vorliegenden Erfindung nicht beeinträchtigt wird und die Faser für ein Kleidungsstück verwendet
werden kann. In Anbetracht der Strickbarkeit und leichten Handhabung
von derzeitigen Wirkmaschinen beträgt die Gesamtgröße jedoch
vorzugsweise 5 bis 500 dtex, besonders bevorzugt 10 bis 300 dtex
und ganz besonders bevorzugt 20 bis 100 dtex. Die Einzelfilamentgröße beträgt vorzugsweise
0,5 bis 20 dtex und besonders bevorzugt etwa 1 bis 10 dtex. Wenn die
Einzelfilamentgröße in dem
obigen Bereich liegt, hat eine Wirkware, die aus dem Garn gebildet
wird, eine ausgezeichnete Oberflächenglätte und
ein hervorragendes Aussehen, sie zeigt eine gute Dehnbarkeit und
Dehnungserholung und fühlt
sich weich an und wird von der Haut als weich empfunden.
-
Die
physikalischen Eigenschaften eines Rohgarns für eine in der vorliegenden
Erfindung verwendete latente Kräuselfaser
werden nachstehend erklärt.
Die Festigkeit ist vorzugsweise 1,5 bis 10 cN/dtex und besonders
bevorzugt 2,0 bis 6,0 cN/dtex. Die Dehnung ist vorzugsweise 10 bis
100% und besonders bevorzugt 25 bis 50%. Wenn die Festigkeit geringer
als 1,5 cN/dtex ist, werden die Berstfestigkeit und die Reißfestigkeit der
Wirkware, die für
ein Kleidungsstück
benötigt
wird, nicht beibehalten. Die Berstfestigkeit (gemessen gemäß JIS-L-1018
(Mullen-Verfahren)) einer Wirkware, die für ein Kleidungsstück benötigt wird,
ist vorzugsweise 300 kPa oder mehr und besonders bevorzugt 500 kPa
oder mehr. Die Reißfestigkeit
(gemessen gemäß JIS-L-1018
(Pendel-Verfahren)) ist vorzugsweise 7 N oder mehr, besonders bevorzugt
10 N oder mehr. Wenn die Dehnung kleiner als 10% ist, erfolgt häufig ein
Reißen
des Garns während
des Wirkens einer Kettwirkware. Um eine hohe Dehnbarkeit einer Kettwirkware
zu erhalten, ist die Dehnbarkeit ganz besonders bevorzugt 25 bis
50%.
-
Eine
bevorzugte Ausführungsform
der latenten Kräuselfaser
ist weiterhin vorzugsweise ein Garn, das einen reduzierten Restdrall
hat. Wenn ein Garn mit einem reduzierten Restdrall für eine Kettwirkware
verwendet wird, tritt wahrscheinlich ein Schrägverlauf in der Wirkware auf,
und die Schlaufenform derselben wird häufig ungeordnet, so dass eine
Maschenverschiebung verursacht wird. Als Ergebnis verschlechtert
sich häufig die
Qualität
derselben. Die Anzahl der Drehungen beträgt vorzugsweise 100 T/m oder
weniger, besonders bevorzugt 50 T/m oder weniger und ganz besonders
bevorzugt 20 T/m oder weniger. Zusätzlich dazu wird die Anzahl
der Drehungen hierin erhalten, indem man eine Last von 0,1 g/dtex
an das Garn anlegt und die Anzahl der Rotationen der Last misst.
-
Weiterhin
ist eine bevorzugte Ausführungsform
der latenten Kräuselfaser
vorzugsweise ein Garn mit reduzierter Bauschigkeit. Da die latente
Kräuselfaser
in hohem Maße
zum Aufzeigen einer Kräuselung
befähigt
ist, neigen bei einer Wirkware, die aus einem Garn mit hoher Bauschigkeit
gebildet wird, Kräuselungen dazu,
darauf zu flotten, und die Beständigkeit
gegenüber
der Knötchenbildung
und dem Fadenziehen ist zuweilen reduziert. Ein Garn mit einer reduzierten
Bauschigkeit wird daher als latente Kräuselfaser bevorzugt. Insbesondere
wird die Herstellung einer Wirkware aus einem Rohgarn, dem keine
Bauschigkeit verliehen wurde, bevorzugt. Zudem wird es bevorzugt,
dass ein Rohgarn der latenten Kräuselfaser
einen reduzierten Restdrall und eine reduzierte Bauschigkeit aufweist,
um eine Wirkware einer ausgezeichneten Qualität zu erhalten, die Glanz und
Oberflächenglätte aufweist.
-
Die
Kettwirkware der vorliegenden Erfindung wird aus einer latenten
Kräuselfaser
und einer nichtlatenten Kräuselfaser
gebildet und wird vorzugsweise durch Mischwirken beider Fasern hergestellt.
-
Die
nichtlatente Kräuselfaser
kann eine Faser sein, die von einer elastischen Faser verschieden
ist und keine latente Kräuselfähigkeit
aufweist. Z. B. können
die folgenden Fasern verwendet werden: synthetische Fasern, wie
Fasern auf Polyester-Basis, Fasern auf Polyamid-Basis, Fasern auf
Polyacrylnitril-Basis, Fasern auf Polyvinyl-Basis und Fasern auf
Polypropylen-Basis; natürliche
Fasern, wie Baumwolle, Wolle, Hanf und Seide; künstliche Cellulosefasern, wie
Cuprammonium-Rayon, Rayon, Acetat, polynosisches Rayon und Lyocell.
-
Von
diesen Fasern werden synthetische Fasern auf Polyester-Basis und/oder
auf Polyamid-Basis bevorzugt. Da synthetischen Fasern auf Polyester-Basis
und Polyamid-Basis signifikant thermoplastisch sind und eine relativ
hohe Beständigkeit
gegenüber
verschiedenen physikalischen und chemischen Einwirkungen haben,
haben die daraus erhaltenen Kettwirkwaren eine verbesserte Dichtigkeit,
Dehnbarkeit und Beständigkeit gegenüber der
Knötchenbildung
und dem Fadenziehen. Zusätzlich
dazu schließen
die synthetischen Fasern auf Polyester-Basis hierin Fasern ein, die als Hauptkomponenten
zur Faserbildung befähigte
Polyester-Polymere haben, wie Poly(ethylenterephthalat), Poly(butylenterephthalat)
und Poly(trimethylenterephthalat). Zudem schließen synthetischen Fasern auf Polyamid-Basis
Fasern ein, die als Hauptkomponenten zur Faserbildung befähigte Polyamid-Polymere
haben, wie Nylon 6, Nylon 66 und Nylon 612.
-
Bei
der Form der Garne kann es sich entweder um Rohgarne oder texturierte
Garne handeln, wie einfacher Zwirn, Falschdrahtgarne und lufttexturierte
Garne. Z. B. wird ein Rohgarn verwendet, wenn erwünscht ist,
dass eine Wirkware Glanz und eine glatte Oberfläche aufweist, und ein Falschdrahtgarn
wird verwendet, wenn es erwünscht
ist, dass eine Wirkware Dehnbarkeit und Bauschigkeit aufweist. Geeignete
Arbeitsweisen können
somit gegebenenfalls gemäß der Aufgabe
ausgewählt
werden. Um eine weichere Wirkware zu erhalten, kann auch ein flaches
Multifilamentgarn mit einer reduzierten Einzelfilamentgröße oder
ein Poly(trimethylenterephthalat)faser-Rohgarn mit einem niedrigen
Elastizitätsmodul
der Faser verwendet werden. Insbesondere wird ein Filament-Flachgarn
besonders bevorzugt, weil die sich ergebende Wirkware kaum bauschig
wird und eine verbesserte Dichtigkeit, Dehnbarkeit und Beständigkeit
gegenüber
der Knötchenbildung
und dem Fadenziehen aufweist.
-
Ein
bevorzugtes Wirkverfahren in der vorliegenden Erfindung ist ein
Verfahren, umfassend die Verwendung einer Masche mit einer Struktur,
in der eine nichtlatente Kräuselfaser
in der Oberflächenschicht
der Wirkware angeordnet ist, und eine latente Kräuselfaser in der Innenschicht
der Wirkware angeordnet ist. Insbesondere wird eine Kettwirkware
mit einer Masche bevorzugt, die aus einer geschlossenen Legung und/oder einer
offenen Legung besteht, welche durch die folgende Arbeitsweise hergestellt
wird: eine nichtlatente Kräuselfaser
wird in einer vorderen Führungsstange
einer ein einziges Nadelbett aufweisenden Kettwirkmaschine gestreckt
und eine latente Kräuselfaser
wird in einer hinteren Führungsstange
einer ein einziges Nadelbett aufweisenden Kettwirkmaschine gestreckt,
und das Wirken wird mit wenigstens einer zweinadelbarrigen Masche durchgeführt. Typische
Maschen der Kettwirkware umfassen Doppel-Dembigh, Doppel-Cord, Halbmasche (Rock-Masche),
Halbrückenmasche,
Queens-Cord, Satin und Doppelatlas, obwohl die typischen Maschen nicht
auf die oben erwähnten
beschränkt
sind. Da die Vollheit, das Gefühl,
der Glanz und die Dehnbarkeit einer Wirkware sich in Abhängigkeit
von den Maschen stark verändern,
können
sie im Hinblick auf die Anwendung und die notwendige Funktion der
Wirkware ausgewählt
werden. Wenn z. B. eine Wirkware mit geringer Feinheit notwendig
ist, wird die Unterlegung einer vorderen und/oder einer hinteren
Masche aus zwei Maschen oder weniger gemacht. Wenn ein dickes Textilerzeugnis
und eine relativ geringe Dehnbarkeit erwünscht sind, wird die Unterlegung
einer vorderen und/oder einer hinteren Masche größer als zwei Maschen gemacht.
Beispiele für
die Maschen, in denen die Kettwirkware eine relativ hohe Dehnbarkeit
und eine relativ geringe Restdehnung aufweist, umfassen Satin und
eine Halbtrikot-Masche. Von den Maschen wird eine Halbtrikot-Masche bevorzugt.
-
Obwohl
bevorzugte Maschen nachstehend veranschaulicht werden, sind sie
nicht auf die nachstehend Erwähnten
beschränkt.
- (1) Vordere Führungsstange-Zweimaschen-Struktur,
Wirkware, die eine so genannte Halbtrikot-Masche darstellt
Vorne:
10/23, Hinten: 12/10
- (2) Halbtrikot-Masche, die eine Positionsbeziehung zwischen
einer vorderen Masche und einer hinteren Masche verschiebt
Vorne:
10/23, Hinten: 10/12
- (3) Halbtrikot-Masche, in der eine Kombination einer offenen
Legung und einer geschlossenen Legung abgeändert ist
Vorne: 10/23,
Hinten: 21/01
-
Die
Kettwirkware der vorliegenden Erfindung hat vorzugsweise eine Vollheit
(LwCF) in der Maschenstäbchenrichtung von 500 oder
mehr bis 1500 oder weniger. Die Vollheit (LwCF)
wird hierin durch die folgende Formel angegeben, die eine Funktion
der Anzahl von gewirkten Schleifen (Anzahl von Maschenstäbchen) pro 2,54
cm Breite in der Maschenstäbchenrichtung
der Wirkware und der Gesamtgröße eines
die Schleifen bildenden Garns ist: (LwCF) = (Anzahl von Maschenstäbchen) × {Gesamtgröße (dtex)
des Garns}1/2
-
Wenn
die Wirkware mit mehreren Führungsstangen
gebildet wird, wird eine Struktur gebildet, in der mehrere Garne
in einer einzigen Schleife integriert sind. Als Ergebnis ist die
Gesamtgröße des Garns
die Gesamtsumme der Größe mehrerer
Garne. Wenn z. B. das Wirken durchgeführt wird, indem man ein Garn
mit 56 decitex an einer vorderen Führungsstange anordnet und ein
Garn mit 44 decitex an einer hinteren Führungsstange anordnet, wird
die Gesamtgröße der Garne
100 dtex.
-
Wenn
die Vollheit (LwCF) 500 oder mehr in der
Maschenstäbchenrichtung
beträgt,
hat die Kettwirkware eine geeignete Dichte, weist eine ausgezeichnete
Dichtigkeit und Oberflächenglätte auf
und ist kaum durchsichtig. Wenn die Vollheit (LwCF)
andererseits 1500 oder weniger ist, kann die Wirkware leicht hergestellt
werden und hat eine ausgezeichnete Dichtigkeit, die gewirkten Schleifen
der Garne, die die Wirkware bilden, flotten kaum, und die Wirkware
hat eine ausgezeichnete Beständigkeit
gegenüber
der Knötchenbildung
und dem Fadenziehen. Demgemäß hat eine
Kettwirkware mit Dichtigkeit und Oberflächenglätte und einem befriedigenden
Verhindern von Durchsichtigkeit, einer Beständigkeit gegenüber der
Knötchenbildung
und dem Fadenziehen eine Vollheit (LwCF)
von vorzugsweise 500 oder mehr bis 1500 oder weniger, besonders
bevorzugt von 500 oder mehr bis 1000 oder weniger und ganz besonders
bevorzugt von 500 oder mehr bis 800 oder weniger.
-
Weiterhin
hat die Kettwirkware der vorliegenden Erfindung ein Verhältnis der
Wirkwarendichte (Anzahl der Maschenstäbchen/Anzahl der Maschenreihen)
in der Maschenstäbchenrichtung
zu dem in der Maschenreihenquerrichtung von vorzugsweise 0,6 oder
mehr bis 1,0 oder weniger. Das Verhältnis der Wirkwarendichte bezeichnet
hierin das Dichteverhältnis
der Wirkware nach dem Aufbringen von Farbstoff. Wenn die Wirkware hergestellt
werden soll, muss sie so gestaltet sein, dass die Schrumpfung der
Garne, die die Wirkware bilden, berücksichtigt wird. Das Verhältnis der
Wirkwarendichte bezieht sich auf einen Wert, der durch Dividieren
einer Anzahl von Schleifen (Anzahl der Maschenstäbchen) pro 2,54 cm Abstand
in der Kett(Maschenstäbchen)richtung
derselben durch eine Anzahl von Schleifen (Anzahl der Maschenreihen)
pro 2,54 cm Abstand in der Schuss (Maschenreihen)richtung derselben
erhalten wird. Wenn das Verhältnis
der Wirkwarendichte im obigen Bereich liegt, wird eine Kettwirkware
mit ausgezeichneter Dehnbarkeit erhalten. Zudem ist das Gleichgewicht zwischen
der Dehnbarkeit der Wirkware in der Kettrichtung und der Dehnbarkeit
derselben in der Schussrichtung ausgezeichnet und feine Kräusel und
Maschenverschiebungen der Wirkwarenoberfläche werden kaum gebildet; die
Oberflächenglätte der
Wirkware, die Beständigkeit
gegenüber
der Knötchenbildung
und dem Fadenziehen sind auch ausgezeichnet. Demgemäß ist das
Verhältnis
der Wirkwarendichte (Anzahl der Maschenstäbchen/Anzahl der Maschenreihen)
in der Maschenstäbchenrichtung
zu dem in der Maschenreihenrichtung vorzugsweise 0,6 oder mehr bis
1,0 oder weniger, besonders bevorzugt 0,65 oder mehr bis 0,95 oder
weniger und ganz besonders bevorzugt 0,7 oder mehr bis 0,9 oder
weniger.
-
Weiterhin
kann eine Kettwirkware, die eine Knötchenbildungsqualität (gemessen
gemäß JIS-L-1076 A)
und eine Qualität
des Fadenziehen (gemessen gemäß JIS-L-1076 D-3) der 2.
Klasse oder mehr, insbesondere der 3. Klasse oder mehr aufweist,
in der vorliegenden Erfindung erhalten werden.
-
Als
nächstes
wird ein bevorzugtes Verfahren zur Herstellung einer Kettwirkware
der vorliegenden Erfindung erklärt.
-
Das
Strickdesign einer Kettwirkware in der vorliegenden Erfindung wird
grundsätzlich
durchgeführt,
indem man die Garnlängenschrumpfung
eines verwendeten Garns und die Strukturschrumpfung der Wirkware beim
Aufbringen eines Farbstoffs berücksichtigt
und die Fallmaschenlänge
einstellt (auch als Einweben bezeichnet; ein Index, der die Länge eines
Garns, das eine Masche bildet, anzeigt, wobei ein größerer Zahlenwert
für die
gleiche Struktur angibt, dass die Maschen grober sind, die eine
Garnlänge
pro 480 Maschenreihen auf dem Gebiet von Wirkwaren repräsentieren)
und die Maschenreihe innerhalb der Maschine einstellt (ein Index,
der die Höhe
einer Masche während
des Wirkens anzeigt, wobei die Wirkware eine höhere Dichte hat, wenn die Anzahl
der Maschenreihen, d. h. die Wicklungsmenge der Wirkware, größer ist).
-
Latente
Kräuselfasern
fungieren als eine Streckkomponente einer Wirkware. Die Fallmaschenlänge muss
daher erhöht
werden, verglichen mit dem Fall, in dem nichtlatente Kräuselfasern
verwendet werden, so dass die Kräuselung
der latenten Kräuselfaser
in der Wirkware entwickelt wird. Zudem muss die Wirkware gebildet
werden, während
die Maschenreihe innerhalb der Maschine der Wirkware grob gemacht
wird, so dass Kräusel
der latenten Kräuselfaser
in der Wirkware entwickelt werden, damit sie weiterhin in ausreichender
Weise als Streckkomponente derselben fungieren kann.
-
Bevorzugte
Bereiche der Fallmaschenlänge
und Maschenreihe innerhalb der Maschine lassen sich kaum veranschaulichen,
weil die bevorzugten Bereiche in Abhängigkeit von der zu wirkenden
Struktur und der Größe der Garne
und der Feinheit der Kettwirkmaschine sich stark unterscheiden.
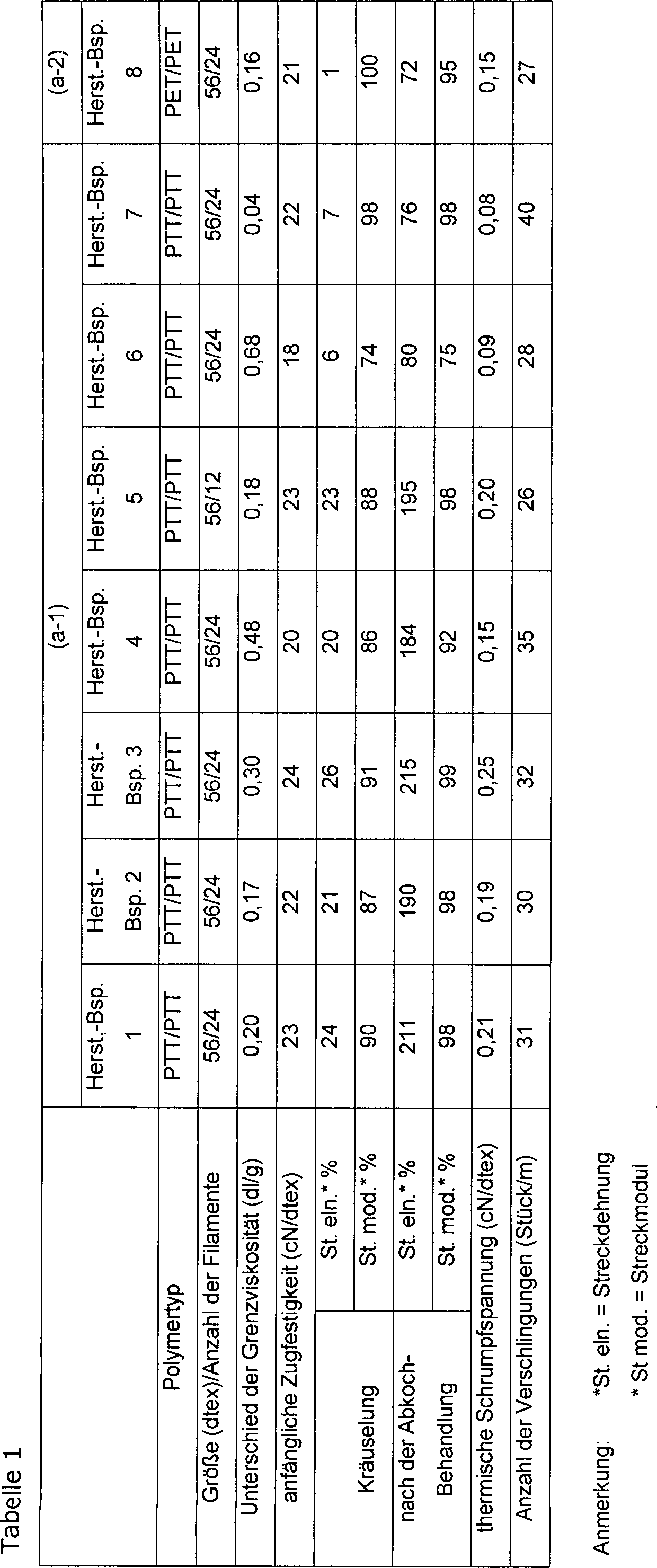
Es wurde jedoch ein Wirken mit einer Halbtrikot-Masche unter den
folgenden Bedingungen durchgeführt:
eine Trikot-Kettwirkmaschine einer Feinheit von 28 wird verwendet;
eine Poly(ethylenterephthalat)-Faser mit 56 dtex wird an der vorderen
Führungsstange
als nichtlatente Kräuselfaser
angeordnet; und eine Verbundfaser mit 56 dtex, bestehend aus Poly(trimethylenterephthalaten),
die sich untereinander in der Grenzviskosität unterscheiden, wird an einer
hinteren Führungsstange
als latente Kräuselfaser
angeordnet. Eine bevorzugte Maschenreihe innerhalb der Maschine
beträgt
dann 45 bis 65 Maschenreihen/2,5 cm, eine bevorzugte Fallmaschenlänge beträgt 120 bis
170 cm/480 Maschenreihen an einer hinteren Führungsstange, und an einer
vorderen Führungsstange
beträgt
sie das 1,0-Fache bis 1,3-Fache, am meisten geeignet das 1,05-Fache
bis 1,25-Fache der
Fallmaschenlänge
an der hinteren Führungsstange.
-
Die
Kettwirkware der Erfindung kann einem Waschen, Thermofixieren, Färben und
einer weiteren Verarbeitung durch bekannte Verfahren unterzogen
werden. Es gibt keine spezielle Einschränkung der Verfahren und der
Bedingungen der Nachbehandlungen. Eine Textilfärbung, wie Walzenfärbung oder
kreisförmiges
Färben,
Stückfärben, Produktfärben oder
dergleichen kann angewandt werden. Wenn die Wirkware z. B. durch Walzen
gefärbt
werden soll, schließen
die Walzenfarbe-Verfahren Folgendes ein: (1) das Rohtextilerzeugnis wird
gewaschen, gefärbt
und thermofixiert; (2) das Rohtextilerzeugnis wird gewaschen, vorfixiert,
gefärbt
und thermofixiert; und (3) das Rohtextilerzeugnis wird vorfixiert,
dann gewaschen, gefärbt
und vorfixiert. Da eine Kräuselung
unter Hitze entwickelt wird, und der Wirkware Dehnbarkeit verliehen
wird, wenn eine latente Kräuselfaser
verwendet wird, wird das Rohtextilerzeugnis vorzugsweise zuerst
gewaschen. Ein besonders bevorzugtes Verfahren ist dasjenige, welches
unter (1) erwähnt
wurde. Um effektiv eine Kräuselung
einer latenten Kräuselfaser
zu entwickeln, beträgt
die Waschtemperatur vorzugsweise 60 bis 120°C und besonders bevorzugt 75
bis 100°C.
Da sich das Anfühlen
einer latenten Kräuselfaser
durch die Hitzebehandlung der Vorfixierung und Thermofixierung verändert, beträgt die Temperatur
der Hitzebehandlung der Vorfixierung und Thermofixierung vorzugsweise
140 bis 180°C
und besonders bevorzugt 150 bis 170°C. Wenn die Temperatur der Hitzebehandlung
in diesem Bereich liegt, fühlt
sich die Wirkware weich an, hat einen ausgezeichneten Griff und
weist eine ausgezeichnete Dehnbarkeit auf.
-
Die
Kettwirkware der vorliegenden Erfindung kann durch ein übliches
Färbeverfahren
von Wirkwaren mit einem bekannten Farbstoff, wie einem sauren Farbstoff,
einem Dispersionsfarbstoff, einem kationischen Farbstoff und einem
Direktfarbstoff, gefärbt
werden. Die Färbetemperatur
beträgt
vorzugsweise 90 bis 135°C, und
die Färbezeit
ist vorzugsweise 15 bis 120 Minuten nach dem Erhitzen. Weil sich
die Kräuselung
der latenten Kräuselfaser
während
des Erhitzungsschritts allmählich
entwickelt, wird die Erhitzungszeit zudem vorzugsweise auf eine
längere
Zeitspanne eingestellt. Z. B. wird das Erhitzen auf eine Temperatur
von 40 bis 60°C gesteuert,
und die Temperatur wird auf eine vorbestimmte Färbetemperatur mit einer Geschwindigkeit
von im Allgemeinen 1–10°C/min, vorzugsweise
1–5°C/min und
besonders bevorzugt von 1–3°C/min erhöht. Zur
Entwicklung einer gleichmäßigen Kräuselung
wird die obige Arbeitsweise bevorzugt. Wenn die Färbelösung unmittelbar
nach dem Färben
während
des Kühlschritts
aufgezehrt ist, wird die Wirkware zudem drastisch abgekühlt, so
dass Knitterfalten und eine Ungleichmäßigkeit auf dem Textilerzeugnis
bewirkt werden. Demgemäß wird die
Wirkware allmählich
abgekühlt,
z. B. wird sie mit einer Geschwindigkeit von 2– 10°C/min, vorzugsweise von 3–5°C/min, auf
eine Temperatur von 60 bis 80°C
abgekühlt.
-
Während des
Färbens
des Textilerzeugnisses, wie Walzenfärben oder kreisförmiges Färben, wird
die Verwendung einer Flüssigkeitsdüsen-Färbemaschine
oder einer Luftdüsen-Färbemaschine,
in der kaum eine Spannung an die Kettwirkware in der Kettrichtung
angelegt wird, bevorzugt, weil die Dehnbarkeit in der Kettrichtung
derselben verbessert wird. Zudem kann beim Stückfärben oder Artikelfärben eine
Obermaier-Färbemaschine,
eine Paddelfärbemaschine,
eine Trommelfärbemaschine
oder dergleichen verwendet werden. Die Dehnbarkeit in der Kettrichtung
der Wirkware kann dann, verglichen mit dem Walzenfärben, erhöht werden, weil
kaum eine Spannung an die Wirkware in der Kettrichtung angelegt
wird.
-
Während der
Thermofixierung kann die Kettwirkware der vorliegenden Erfindung
einer gebräuchlichen Faser-Verarbeitung
unterzogen werden, z. B. einer Thermofixierung wie Harzfixierung,
Wasserabsorptionsbehandlung, antistatischer Behandlung, antibakterieller
Behandlung und Wasserabstoßungsbehandlung.
Insbesondere wird in der vorliegenden Erfindung die Einwirkung eines
Behandlungsmittels auf die Kettwirkware bevorzugt, das den Effekt
hat, den Reibungswiderstand unter den Garnen, die eine Wirkware
bilden, zu reduzieren, weil die Restdehnung bei Erholung nach 60%
Dehnung reduziert werden kann. Behandlungsmittel mit einer hohen
Affinität
zu Fasern, die die Wirkware bilden, werden bevorzugt. Wenn die Behandlungsmittel
eine geringe Affinität
haben, fallen sie zuweilen während
des Tragens ab, so dass die Dehnbarkeit des Textilerzeugnisses reduziert
wird. Die Behandlungsmittel sollen vorzugsweise Glätte, Haltbarkeit
und Beständigkeit
gegenüber
dem Waschen aufweisen. Insbesondere werden Verbindungen auf Silikon-Basis
als Verbindungen mit den obigen Eigenschaften bevorzugt. Zudem werden
Amino-modifiziertes Silikon, Carboxyl-modifiziertes Silikon und
Epoxy-modifiziertes Silikon besonders bevorzugt. Die anhaftende
Menge einer Silikon-Verbindung beträgt vorzugsweise 0,05 bis 5,0
Gew.-% und besonders bevorzugt 0,1 bis 3,0 Gew.-%, bezogen auf die
Wirkware. Wenn die anhaftende Menge übermäßig hoch ist und 5,0 Gew.-% übersteigt,
werden ein fettiges Gefühl und
ein schlüpfriges
Gefühl
des Silikons auf der Wirkware hervorgehoben und häufig tritt
ein Wegrutschen eines Nähgarns
nach dem Nähen
der Wirkware oder ein Einstich auf, der durch Weggleiten eines Garns
in dem genähten
Teil verursacht wird. Daher wird es bevorzugt, die richtige Menge
der Silikon-Verbindung zu ermitteln und ein Haften derselben an
dem Textilerzeugnis zu ermöglichen.
-
Beispiele
für die
Behandlungsmaschine, die für
das Thermofixieren verwendet wird, umfassen einen Spannrahmen, einen
Kluppen-Spannrahmen, einen Kurzschleifentrockner, einen Schrumpfsurfer-Trockner,
einen Trommeltrockner und einen Taumeltrockner vom kontinuierlichen
oder diskontinuierlichen Typ. Diese Behandlungsmaschinen können auch
in Kombination verwendet werden.
-
Weil
die Kettwirkware der vorliegenden Erfindung Artikel mit ausgezeichneter
Trageleichtigkeit und einem ausgezeichneten Komfort beim Tragen
und Ausziehen und einer ausgezeichneten Anpassungsfähigkeit an
die Bewegungen des Körpers
ergeben, ist die Kettwirkware am meisten für ein Kleidungsstück geeignet, das
eng am Körper
anliegt, insbesondere für
Badebekleidung, die eine signifikante Dehnungserholung in Wasser
haben muss, in dem das Kleidungsstück eine große Widerstandskraft erleidet.
Darüber
hinaus ist die Kettwirkware für
Hemden, Hosen und kurze Gamaschen, die eng am Körper anliegen, geeignet und
besonders für Sportunterhemden
und -unterhosen geeignet. Zudem ist die Kettwirkware für Unterwäsche geeignet,
die mit dem Körper
in einen engen Kontakt tritt und die Silhouette des Körpers beibehalten
soll, wie Hüfthalter,
Hosen, Unterwäsche,
Büstenhalter,
Körperanzug
und Miederwaren. Ganz besonders bevorzugt ist die Kettwirkware auch
für Streckunterteile
von Oberbekleidung geeignet.
-
Beste Art zur Durchführung der Erfindung
-
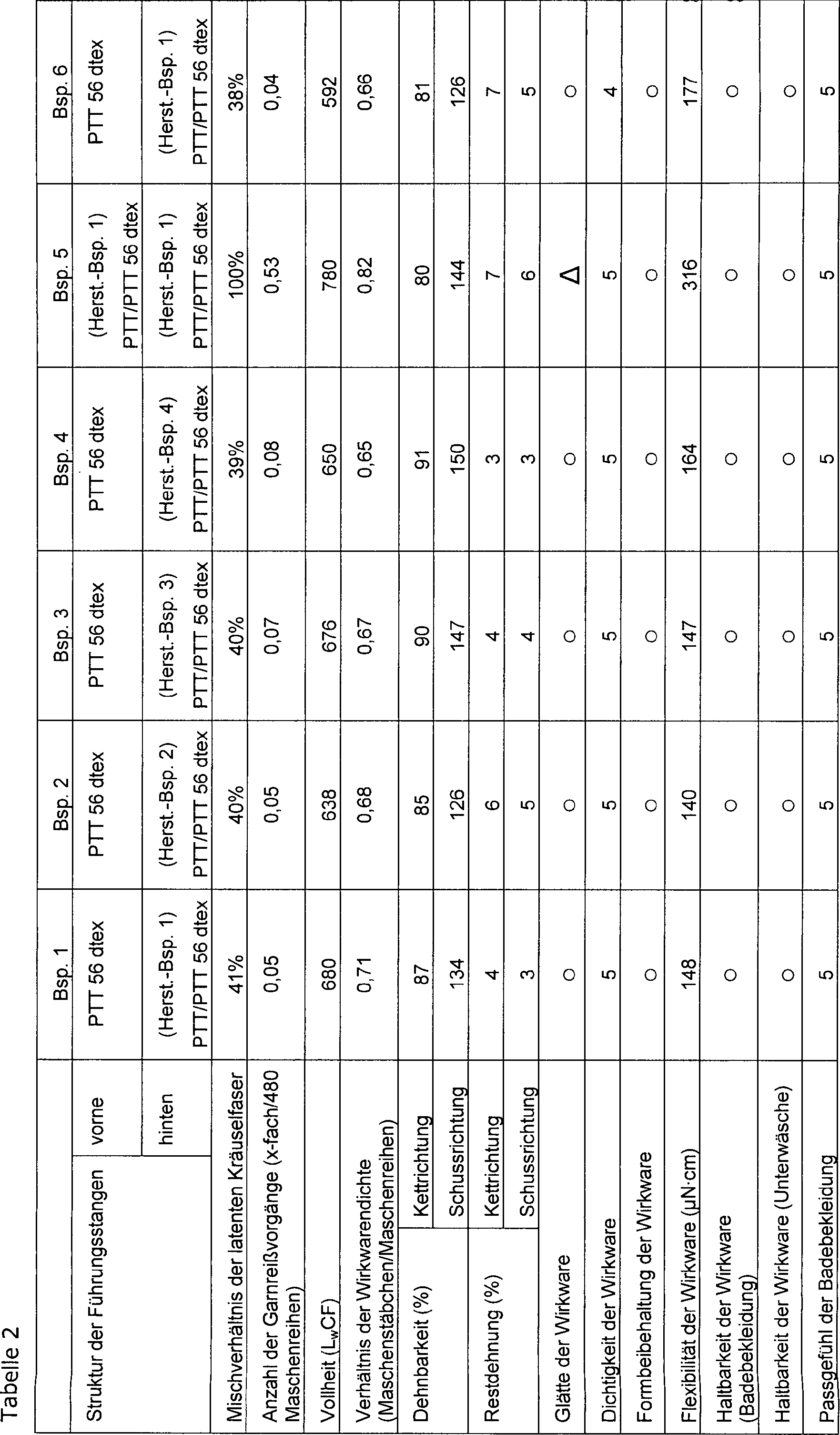
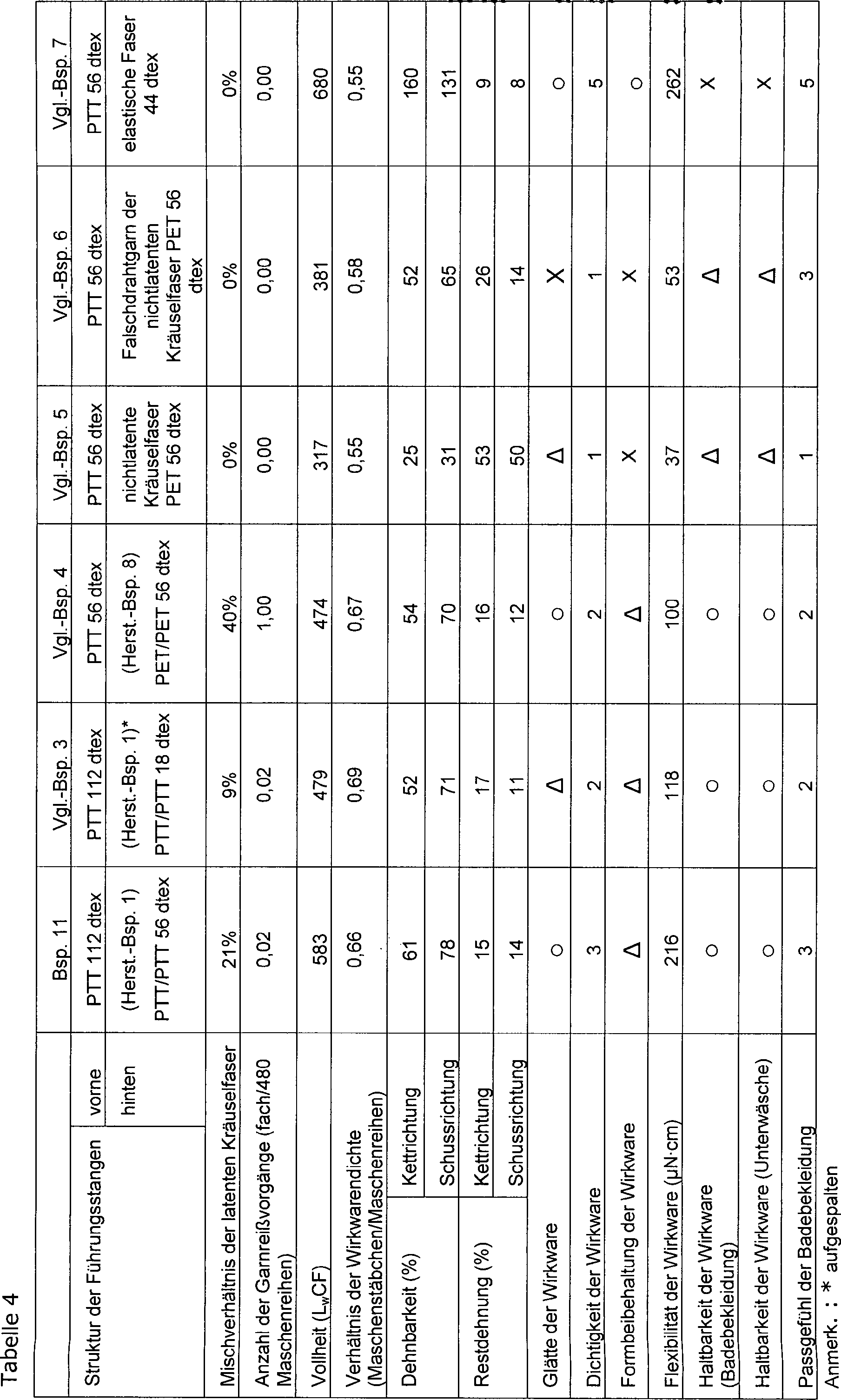
Die
vorliegende Erfindung wird nachstehend unter Bezugnahme auf Beispiele
weiterhin erklärt.
Die vorliegende Erfindung ist jedoch keineswegs darauf beschränkt.
-
Zusätzlich dazu
werden nachstehend die Messmethoden, Bewertungsmethoden, die Wirkbedingungen
der Kettwirkwaren und die Methoden der Farbstoffaufbringung und
dergleichen der Kettwirkwaren erklärt.
-
(1) Grenzviskosität
-
Die
Grenzviskosität
[η] (dl/g)
ist ein Wert, der auf der Basis einer Definition der folgenden Formel
bestimmt wird: [η] = lim (ηr – l)/C C → 0wobei ηr ein Wert ist, der durch Dividieren der
Viskosität
einer verdünnten
Lösung
bei 35°C,
die durch Lösen eines
Poly(trimethylenterephthalat)-Garns oder eines Poly(ethylenterephthalat)-Garns
in dem Lösungsmittel o-Chlorphenol
mit einer Reinheit von 98% oder mehr hergestellt wird, durch die
Viskosität
des obigen Lösungsmittels,
die bei der gleichen Temperatur gemessen wird, erhalten wird und
als Viskositätsverhältnis definiert
ist, und C die Polymer-Konzentration in Form von g/100 ml ist.
-
Zusätzlich dazu
ist für
eine Verbundfaser, die aus zwei Typen von Polymeren gebildet wird,
die sich in der Grenzviskosität
voneinander unterscheiden, die Messung der Grenzviskosität jedes
der Filamente bildende Polymere schwierig. Die zwei Typen von Polymeren
werden daher jeweils einzeln unter den Bedingungen gesponnen, unter
denen die Verbundfaser gesponnen wird. Die so erhaltene Grenzviskosität, die unter
Verwendung jedes Garns bestimmt wurde, ist als die Grenzviskosität des Polymers,
das die Verbundfaser bildet, definiert.
-
(2) Bewertung des Garnreißens während des
Wirkens einer Kettwirkware und Bedingungen beim Aufbringen eines
Farbstoffs
-
Die
Anzahl der Garnreißvorgänge pro
480 Maschenreihen ist als die Anzahl der Garnreißvorgänge definiert.
-
Die
Bedingungen der Farbstoffaufbringung sind wie folgt. Eine Kettwirkware
wird einem Waschen-Entspannen bei 80°C unterzogen, bei 130°C durch ein Düsenfärbeverfahren
gefärbt,
entwässert
und durch eine abschließende
Thermofixierung bei 160°C
während
30 Sekunden fertiggestellt.
-
(3) Dehnbarkeit und Restdehnung
-
Die
Dehnbarkeit wird gemäß JIS-L-1080
(Dehnungsverfahren bei konstanter Geschwindigkeit) unter Verwendung
einer Tensilon-Maschine (hergestellt von Toyo Baldwin K. K.) gemessen.
Eine Wirkwaren-Probe einer Breite von 5 cm wird mit einer Ziehgeschwindigkeit
von 300% pro Minute, bezogen auf den Griff-zu-Griff-Abstand vor der Dehnung,
gedehnt, bis eine Last von 44,1 N daran angelegt ist. Die Dehnbarkeit wird
durch den prozentualen Griff-zu-Griff-Abstand nach der Dehnung,
bezogen auf den Griff-zu-Griff-Abstand vor der Dehnung, ausgedrückt.
-
Die
Restdehnung wird gemäß JIS-L-1080
(Dehnungsverfahren bei konstanter Geschwindigkeit) gemessen. Eine
Wirkware wird mit einer Ziehgeschwindigkeit von 300% pro Minute,
bezogen auf den Griff-zu-Griff-Abstand, gedehnt, bis die Dehnung
60% erreicht. Dann lässt
man die Probe sich auf einfache Weise erholen, und die Restdehnung
ist die resultierende Dehnungslänge,
dargestellt durch einen Prozentsatz, bezogen auf den anfänglichen
Griff-zu-Griff-Abstand.
-
(4) Vollheit (LwCF)
in der Maschenstäbchenrichtung
-
Die
Vollheit wird durch die folgende Formel erhalten, die eine Funktion
der Anzahl der angeordneten gewirkten Schleifen (Anzahl der Maschenstäbchen) pro
2,54 cm Breite in der Maschenstäbchenrichtung
einer Wirkware und der Gesamtgröße eines
Garns, das die Schleifen bildet, ist: (LwCF) = (Anzahl der Maschenstäbchen) × {Gesamtgröße (dtex)
des Garns}1/2
-
(5) Verhältnis der Wirkwarendichte in
der Maschenstäbchenrichtung
zu der in der Maschenreihenrichtung
-
Das
Verhältnis
wird durch Dividieren der Anzahl der Schleifen (Anzahl der Maschenstäbchen) pro
2,54 cm Abstand in der Schuss(Maschenstäbchen)richtung einer Wirkware
durch die Anzahl der Schleifen (Anzahl der Maschenreihen) pro 2,54
cm Abstand in der Kett(Maschenreihen)richtung derselben erhalten.
-
(6) Oberflächenglätte einer Wirkware
-
Fünf Probanden
bewerten die Oberflächenglätte einer
Wirkware durch sensorische Bewertung gemäß den folgenden Kriterien:
- o:
- die Oberflächenglätte ist
hoch
- Δ:
- die Oberfläche ist
glatt
- X:
- die Oberflächenglätte ist
gering
-
(7) Dichtigkeit einer Wirkware
-
Fünf Probanden
bewerten die Dichtigkeit einer Wirkware durch Bewertung des Griffs
und der visuellen Empfindung, und die Ergebnisse sind in fünf Stufen
eingeteilt. Die höchste
Bewertung erreicht fünf
Punkte und die niedrigste Bewertung erreicht einen Punkt. Die Ergebnisse
werden als Mittelwert der durch die fünf Probanden ermittelten Werte
dargestellt.
-
(8) Formbeibehaltung der Wirkware
-
Die
Dehnbarkeit und die Restdehnung einer Probe werden gemessen, und
die Probe wird auf einem flachen Tisch liegengelassen. Die Formbeibehaltung
der Probe wird gemäß dem Kräuselungszustand
der Wirkware bewertet und in die folgenden drei Stufen klassifiziert.
- o:
- geringe Formänderung
(Kräuselungsgrad
ist 0° oder
mehr und weniger als 90°)
- Δ:
- gewisser Grad an Formänderung
(Kräuselungsgrad
ist 90° oder
mehr und weniger als 180°)
- X:
- große Formänderung
(Kräuselungsgrad
ist 180° oder
mehr)
-
Eine
Probe wird – unmittelbar
nachdem sie um 60% gedehnt wurde – 30 Minuten lang auf einem
flachen Tisch ohne Spannung und Last in einer Atmosphäre von 20°C mit einer
auf 65% RH konditionierten Feuchtigkeit liegengelassen, und der
Aufwickelwinkel des Randteils der Probe wird als Kräuselungsgrad
gemessen. Ein Winkelmesser wird an dem Aufwickelteil des Randteils
befestigt, und der Winkel (⊝),
der durch die Tangentiallinie bis zum Spitzenteil des Randteils
mit dem horizontalen Tisch gebildet wird, wird bestimmt.
-
Wenn
der Kräuselungsgrad
90° oder
größer ist,
erzeugt die Dehnung der Wirkware eine Verschiebung der Masche im
Inneren der Wirkware. Wenn der Kräuselungsgrad 180° oder größer ist,
zeigt ein aus der Wirkware hergestellter Artikel eine Verschlechterung
der Produktform, ausgebeulte Ellebogen- und Knieteile werden produziert,
und der Artikel ergibt ein schlechtes Passgefühl.
-
(9) Flexibilität der Wirkware
-
Unter
Verwendung von KES FB2 (Handelsname, eine reine Biegetestmaschine,
hergestellt von Kato Tekku K. K.) wurde die mittlere Biegesteifigkeit
(B) der Wirkware unter den nachstehend aufgeführten Bedingungen gemessen
und als Index der Flexibilität
verwendet. Die Biegesteifigkeit in der Kettrichtung und die in der
Schussrichtung werden jeweils gemessen. Der Massenmittelwert wird
berechnet und als mittlere Biegesteifigkeit verwendet.
-
Messbedingungen der Biegesteifigkeit
-
- maximale Krümmung: ±2,5 cm–1
- 0,5Geschwindigkeit der Krümmungszunahme:
cm/s
- Probenbreite: 20 cm
- Klammer-zu-Klammer-Abstand (Probenlänge): 1 cm
-
Die
Biegesteifigkeit gibt hierin eine Spannung an, die an den fixierten
Teil der Wirkware angelegt wird, wenn die Wirkware zu ihrer maximalen
Krümmung
gebogen wird. Die Biegesteifigkeit ist ein Index, der angibt, dass
ein Biegen der Wirkware schwieriger ist, wenn der Zahlenwert höher ist.
Daher kann gesagt werden, dass für
die Bewertung der Flexibilität
einer Wirkware, eine Wirkware mit einem niedrigeren Zahlenwert der
Biegesteifigkeit flexibler ist.
-
(10) Haltbarkeit einer Wirkware (Badebekleidung)
-
Die
Beständigkeit
einer Wirkware gegenüber
aktivem Chlor wird durch eine Modellbewertung der angenommenen Verwendung
als Badebekleidung bewertet.
-
Die
Spannungsbeibehaltung in der Modellbewertung wird in drei Stufen
eingeteilt und auf folgende Weise beurteilt.
- o:
- ganz besonders hervorragende
Beständigkeit
(die Spannungsbeibehaltung beträgt
70% oder mehr bis 100% oder weniger)
- Δ:
- hervorragende Beständigkeit
(die Spannungsbeibehaltung beträgt
40% oder mehr bis 70% oder weniger)
- X:
- geringe Beständigkeit
(die Spannungsbeibehaltung ist kleiner als 40%)
-
(11) Haltbarkeit einer Wirkware (Unterbekleidung)
-
Die
Beständigkeit
gegenüber
Talg und Licht einer Wirkware wird durch eine Modellbewertung der
angenommenen Verwendung als Unterbekleidung bewertet. Die Spannungsbeibehaltung
in der Modellbewertung wird in drei Stufen eingeteilt und auf folgende
Weise beurteilt.
- o:
- ganz besonders hervorragende
Beständigkeit
(die Spannungsbeibehaltung beträgt
70% oder mehr bis 100% oder weniger)
- Δ:
- hervorragende Beständigkeit
(die Spannungsbeibehaltung beträgt
40% oder mehr bis 70% oder weniger)
- X:
- geringe Beständigkeit
(die Spannungsbeibehaltung ist kleiner als 40%)
-
(12) Durch die Badebekleidung verliehenes
Passgefühl,
für die
die Wirkware verwendet wird.
-
Einteilige
Badeanzüge
für Damen
werden gemäß dem gleichen
Muster hergestellt. Jeder der fünf
Probanden (Frauen) trug einen Badeanzug, betrat ein Schwimmbecken
und bewertete durch sensorische Bewertung das Passgefühl nach
einem Gehen im Wasser während
einer Zeitspanne von 5 Minuten und einem fünfminütigem Schwimmen. Die Ergebnisse
werden in fünf
Stufen eingeteilt. Die höchste
Bewertung erreicht fünf Punkte
und die niedrigste Bewertung erreicht einen Punkt. Die Badebekleidung
wird durch den Mittelwert der Bewertung durch die fünf Probanden
bewertet.
-
In
den Beispielen und Vergleichsbeispielen verwendete Fasern werden
nachstehend beschrieben.
-
Latente Kräuselfaser
-
(a-1) Herstellung einer latenten Kräuselfaser,
die aus zwei Typen von Poly(trimethylenterephthalaten), die sich in
ihrer Grenzviskosität
voneinander unterscheiden, gebildet wird.
-
Herstellungsbeispiel 1
-
Zwei
Typen von Poly(trimethylenterephthalaten), die sich in ihrer Grenzviskosität voneinander
unterscheiden, wurden in einem Verhältnis von 1:1 Seite-an-Seite
extrudiert und mit einer Spinngeschwindigkeit von 1500 m/min bei
265°C gesponnen,
um ein unverstrecktes Garn zu ergeben. Das unverstreckte Garn wurde
bei einer Heizwalzentemperatur von 55°C, einer Heizplattentemperatur
von 140°C,
einer Streckgeschwindigkeit von 400 m/min und einem solchen Streckverhältnis gestreckt
und gezwirnt, dass das gestreckte Garn eine Größe von 56 dtex erhielt. Das
gestreckte und gezwirnte Garn wurde weiterhin einer Verschlingungsdüse bei einem
Luftdruck von 30 N/cm2 (3,0 kg/cm2) unmittelbar vor dem Aufwickeln zugeführt, um
eine latente Kräuselfaser
vom Seite-an-Seite-Typ
zu ergeben.
-
Die
so erhaltene latente Kräuselfaser
hatte eine Größe von 56
dtex/24 f, eine Verschlingungszahl von 31/m und eine Grenzviskosität ([η]) von 0,90
auf der Seite der hohen Viskosität
und von 0,70 auf der Seite der niedrigen Viskosität.
-
Herstellungsbeispiel 2
-
Unter
Verwendung von zwei Typen von Poly(trimethylenterephthalaten), die
sich in ihrer Grenzviskositätsdifferenz
vom Poly(trimethylenterephthalaten) des Herstellungsbeispiels 1
wurde eine latente Kräuselfaser
vom Seite-an-Seite-Typ einer Größe von 56
dtex/24 f durch die gleiche Arbeitsweise wie im Herstellungsbeispiel
1 erhalten. Die so erhaltene latente Kräuselfaser hatte eine Grenzviskosität ([η]) von 0,86
auf der Seite der hohen Viskosität
und von 0,69 auf der Seite der niedrigen Viskosität.
-
Herstellungsbeispiel 3
-
Unter
Verwendung von zwei Typen von Poly(trimethylenterephthalaten), die
sich in ihrer Grenzviskositätsdifferenz
vom Poly(trimethylenterephthalaten) des Herstellungsbeispiels 1
wurde eine latente Kräuselfaser
vom Seite-an-Seite-Typ einer Größe von 56
dtex/24 f durch die gleiche Arbeitsweise wie im Herstellungsbeispiel
1 erhalten. Die so erhaltene latente Kräuselfaser hatte eine Grenzviskosität ([η]) von 1,17
auf der Seite der hohen Viskosität
und von 0,87 auf der Seite der niedrigen Viskosität.
-
Herstellungsbeispiel 4
-
Unter
Verwendung von zwei Typen von Poly(trimethylenterephthalaten), die
sich in ihrer Grenzviskositätsdifferenz
vom Poly(trimethylenterephthalaten) des Herstellungsbeispiels 1
wurde eine latente Kräuselfaser
vom Seite-an-Seite-Typ einer Größe von 56
dtex/24 f durch die gleiche Arbeitsweise wie im Herstellungsbeispiel
1 erhalten. Die so erhaltene latente Kräuselfaser hatte eine Grenzviskosität ([η]) von 1,20
auf der Seite der hohen Viskosität
und von 0,72 auf der Seite der niedrigen Viskosität.
-
Die
latente Kräuselfaser
wies eine Differenz der Grenzviskosität auf, die größer war
als diejenige der latenten Kräuselfasern,
die in den Herstellungsbeispielen 1 bis 3 erhalten wurden, und ein
Spinnen wurde auf stabile Weise durchgeführt. Wenn das Garn jedoch keiner
Verschlingungsbehandlung unterzogen wurde, hatte es eine niedrige
Kohäsion
und eine schlechtere Strickbarkeit. Wenn das Garn jedoch einer Verschlingungsbehandlung
unterzogen wurde, zeigte es eine deutlich verbesserte Strickbarkeit.
Die mit der latenten Kräuselfaser
durchgeführte
Verschlingungsbehandlung ergab bessere Strickbarkeitseffekte als
diejenigen, die von den latenten Kräuselfasern aufgezeigt wurden,
die in den Herstellungsbeispielen 1 bis 3 erhalten wurden.
-
Herstellungsbeispiel 5
-
Unter
Verwendung von zwei Typen von Poly(trimethylenterephthalaten), die
sich in ihrer Grenzviskositätsdifferenz
vom Poly(trimethylenterephthalaten) des Herstellungsbeispiels 1
wurde eine latente Kräuselfaser
vom Seite-an-Seite-Typ einer Größe von 56
dtex/12 f durch die gleiche Arbeitsweise wie im Herstellungsbeispiel
1 erhalten. Die so erhaltene latente Kräuselfaser hatte eine Grenzviskosität ([η]) von 0,88
auf der Seite der hohen Viskosität
und von 0,70 auf der Seite der niedrigen Viskosität.
-
Herstellungsbeispiel 6
-
Unter
Verwendung von zwei Typen von Poly(trimethylenterephthalaten), die
sich in ihrer Grenzviskositätsdifferenz
vom Poly(trimethylenterephthalaten) des Herstellungsbeispiels 1
wurde eine latente Kräuselfaser
vom Seite-an-Seite-Typ einer Größe von 56
dtex/24 f durch die gleiche Arbeitsweise wie im Herstellungsbeispiel
1 erhalten. Die so erhaltene latente Kräuselfaser hatte eine Grenzviskosität ([η]) von 1,40
auf der Seite der hohen Viskosität
und von 0,72 auf der Seite der niedrigen Viskosität.
-
Da
die latente Kräuselfaser
eine übermäßig hohe
Grenzviskosität
aufwies, war das aus einer Spinndüse ausgegebene Garn deutlich
gedehnt, und eine stabilisierte Herstellung des Garns war aufgrund
eines häufigen
Reißens
des Garns während
des Spinnens schwierig. Weil zudem oft ein Reißen des Garns im Streck- und
Zwirnschritt auftrat, konnte das Garn nicht im richtigen Streckverhältnis gestreckt
werden. Als Ergebnis konnte das Garn nur in einem niedrigen Streckverhältnis gestreckt
und gezwirnt werden. Das so erhaltene Garn hatte daher einen geringen
Grad an molekularer Orientierung und eine geringe Kräuselung
und eine ungenügend
entwickelte Kräuselung
der latenten Kräuselfaser.
-
Herstellungsbeispiel 7
-
Unter
Verwendung von zwei Typen von Poly(trimethylenterephthalaten), die
sich in ihrer Grenzviskositätsdifferenz
vom Poly(trimethylenterephthalaten) des Herstellungsbeispiels 1
wurde eine latente Kräuselfaser
vom Seite-an-Seite-Typ einer Größe von 56
dtex/24 f durch die gleiche Arbeitsweise wie im Herstellungsbeispiel
1 erhalten. Die so erhaltene latente Kräuselfaser hatte eine Grenzviskosität ([η]) von 0,90
auf der Seite der hohen Viskosität
und von 0,86 auf der Seite der niedrigen Viskosität.
-
(a-2) Herstellung einer latenten Kräuselfaser,
die aus zwei Typen von Poly(ethylenterephthalaten), die sich in ihrer
Grenzviskosität
voneinander unterscheiden, gebildet wird.
-
Herstellungsbeispiel 8
-
Unter
Verwendung von zwei Typen von Poly(ethylenterephthalaten), die sich
in ihrer Grenzviskosität voneinander
unterscheiden, wurde eine Verbundfaser vom Seite-an-Seite-Typ einer
Größe von 56
dtex/24 f erhalten. Die so erhaltene Verbundfaser hatte eine Grenzviskosität ([η]) von 0,66
auf der Seite der hohen Viskosität
und von 0,50 auf der Seite der niedrigen Viskosität.
-
Tabelle
1 zeigt die Fasern, die in den oben erklärten Herstellungsbeispielen
1 bis 8 erhalten wurden.
-
Herstellung einer nichtlatenten Kräuselfaser
-
(b-1) Herstellung einer nichtlatenten
Poly(trimethylenterephthalat)-Kräuselfaser
-
Herstellungsbeispiel 9
-
Ein
Poly(trimethylenterephthalat) mit einer Grenzviskosität von 0,8
wurde bei 265°C
bei einer Spinngeschwindigkeit von 1200 m/min gesponnen, um ein
unverstrecktes Garn zu ergeben. Das so erhaltene unverstreckte Garn
wurde bei einer Heizwalzentemperatur von 60°C, einer Heizplattentemperatur
von 140°C,
einem Streckverhältnis
von 3 und einer Streckgeschwindigkeit von 800 m/min gestreckt und
gezwirnt, um ein gestrecktes Garn einer Größe von 56 dtex/24 f zu ergeben.
Das gestreckte Garn hatte eine Festigkeit von 3,6 cN/dtex, eine
Dehnung von 44% und einen Elastizitätsmodul von 23 cN/dtex.
-
(b-2) Nichtlatente Poly(ethylenterephthalat)-Kräuselfaser
-
Eine
im Handel erhältliche
Poly(ethylenterephthalat)-Faser (Multifilamente, hergestellt von
Asahi Kasei Co., Ltd.) einer Größe von 56
dtex/24 f wurde verwendet.
-
Beispiel 1
-
Eine
nichtlatente Poly(trimethylenterephthalat)-Kräuselfaser, die im Herstellungsbeispiel
9 erhalten wurde und eine Größe von 56
dtex/24 f hat, wurde an einer vorderen Führungsstange angeordnet, und
eine im Herstellungsbeispiel 1 erhaltene latente Kräuselfaser
wurde an einer hinteren Führungsstange
angeordnet. Eine Kettwirkware mit einer Halbtrikot-Masche wurde
mit einer Trikotwirkmaschine mit 28-Nadeln (Trikotwirkmaschine,
hergestellt von Karl Meyer, Typ: KS4P) bei einer Breite innerhalb
der Maschine von 210 cm und einer Umdrehung von 800 U/min hergestellt.
Während
der Herstellung der Kettwirkware war die Fallmaschenlänge wie
folgt: 170 cm/480 Maschenreihen an einer vorderen Führungsstange
und 140 cm/480 Maschenreihen an einer hinteren Führungsstange.
-
Als
Ergebnis erfolgte 0,05-mal ein Reißen des Garns pro 480 Maschenreihen.
Zudem betrug das Mischverhältnis
der latenten Kräuselfaser
41 Gew.-%, bezogen auf die Wirkware. Die Wirkware wurde unter den
obigen Farbstoffauftragsbedingungen veredelt, um eine Kettwirkware
zu ergeben.
-
Beispiel 2
-
Eine
veredelte Kettwirkware wurde unter den gleichen Wirk- und Färbebedingungen
wie im Beispiel 1 erhalten, außer
dass die im Herstellungsbeispiel 2 erhaltene latente Kräuselfaser
anstelle der latenten Kräuselfaser,
die im Beispiel 1 erhalten wurde, an der hinteren Führungsstange
angeordnet wurde. Das Mischverhältnis
der latenten Kräuselfaser
betrug 40 Gew.-%.
-
Beispiel 3
-
Eine
veredelte Kettwirkware wurde unter den gleichen Wirk- und Färbebedingungen
wie im Beispiel 1 erhalten, außer
dass die im Herstellungsbeispiel 3 erhaltene latente Kräuselfaser
anstelle der latenten Kräuselfaser,
die im Herstellungsbeispiel 1 erhalten wurde, an der hinteren Führungsstange
angeordnet wurde. Das Mischverhältnis
der latenten Kräuselfaser
betrug 40 Gew.-%.
-
Beispiel 4
-
Eine
veredelte Kettwirkware wurde unter den gleichen Wirk- und Färbebedingungen
wie im Beispiel 1 erhalten, außer
dass die im Herstellungsbeispiel 4 erhaltene latente Kräuselfaser
anstelle der latenten Kräuselfaser,
die im Herstellungsbeispiel 1 erhalten wurde, an der hinteren Führungsstange
angeordnet wurde. Das Mischverhältnis
der latenten Kräuselfaser
betrug 39 Gew.-%.
-
Vergleichsbeispiel 1
-
Eine
veredelte Kettwirkware wurde unter den gleichen Wirk- und Färbebedingungen
wie im Beispiel 1 erhalten, außer
dass die im Herstellungsbeispiel 6 erhaltene latente Kräuselfaser
anstelle der latenten Kräuselfaser,
die im Beispiel 1 erhalten wurde, an der hinteren Führungsstange
angeordnet wurde. Das Mischverhältnis
der latenten Kräuselfaser
betrug 39 Gew.-%.
-
Vergleichsbeispiel 2
-
Eine
veredelte Kettwirkware wurde unter den gleichen Wirk- und Färbebedingungen
wie im Beispiel 1 erhalten, außer
dass die im Herstellungsbeispiel 7 erhaltene latente Kräuselfaser
anstelle der latenten Kräuselfaser,
die im Herstellungsbeispiel 1 erhalten wurde, an der hinteren Führungsstange
angeordnet wurde. Das Mischverhältnis
der latenten Kräuselfaser
betrug 41 Gew.-%.
-
Beispiel 5
-
Eine
veredelte Kettwirkware wurde unter den gleichen Wirk- und Färbebedingungen
wie im Beispiel 1 erhalten, außer
dass die im Herstellungsbeispiel 1 erhaltene latente Kräuselfaser
anstelle der nichtlatenten Poly(trimethylenterephthalat)-Kräuselfaser
an der vorderen Führungsstange
angeordnet wurde. Da die im Herstellungsbeispiel 1 erhaltenen latenten
Kräuselfasern
sowohl an der vorderen als auch der hinteren Führungsstange angeordnet wurden,
betrug das Mischverhältnis
der latenten Kräuselfasern
100 Gew.-%.
-
Beispiel 6
-
Eine
veredelte Kettwirkware wurde unter den gleichen Wirk- und Färbebedingungen
wie im Beispiel 1 erhalten, außer
dass eine nichtlatente Poly(ethylenterephthalat)-Kräuselfaser
einer Größe von 56
dtex/24 f anstelle der nichtlatenten Poly(trimethylenterephthalat)-Kräuselfaser
des Beispiels 1 an der vorderen Führungsstange angeordnet wurde.
Das Mischverhältnis
der latenten Kräuselfaser
betrug 38%.
-
Beispiel 7
-
Eine
veredelte Kettwirkware wurde unter den gleichen Wirk- und Färbebedingungen
wie im Beispiel 1 erhalten, außer
dass eine nichtlatente Poly(ethylenterephthalat)-Kräuselfaser
einer Größe von 84
dtex/36 f anstelle der nichtlatenten Poly(ethylenterephthalat)-Kräuselfaser
einer Größe von 56
dtex/24 f des Beispiels 6 an der vorderen Führungsstange angeordnet wurde.
Das Mischverhältnis
der latenten Kräuselfaser
betrug 27 Gew.-%.
-
Beispiel 8
-
Eine
veredelte Kettwirkware wurde unter den gleichen Wirk- und Färbebedingungen
wie im Beispiel 1 erhalten, außer
dass ein Garn einer Größe von 112
dtex/48 f, das durch Doublieren zweier nichtlatenter Poly(trimethylenterephthalat)-Kräuselfasern
gebildet wurde, die jeweils eine Größe von 56 dtex/24 f haben,
an der vorderen Führungsstange
anstelle der nichtlatenten Poly(trimethylenterephthalat)-Kräuselfaser
einer Größe von 56
dtex/24 f des Beispiels 1 angeordnet wurde, und dass ein Garn einer
Größe von 112
dtex/48 f, das durch Doublieren zweier latenter Kräuselfasern
gebildet wurde, die jeweils eine Größe von 56 dtex/24 f haben und
im Herstellungsbeispiel 1 erhalten wurden, anstelle der im Herstellungsbeispiel
1 erhaltenen latenten Kräuselfaser
an der hinteren Führungsstange
angeordnet wurde. Das Mischverhältnis
der latenten Kräuselfaser
betrug 40 Gew.-%, bezogen auf die Wirkware.
-
Beispiel 9
-
Eine
veredelte Kettwirkware wurde unter den gleichen Wirk- und Färbebedingungen
wie im Beispiel 1 erhalten, außer
dass ein Garn einer Größe von 112
dtex/48 f, das durch Doublieren zweier im Herstellungsbeispiel 1
erhaltener latenter Kräuselfasern
gebildet wurde, anstelle der latenten Kräuselfaser einer Größe von 56 dtex/24
f des Beispiels 1 an der hinteren Führungsstange angeordnet wurde.
Das Mischverhältnis
der latenten Kräuselfaser
betrug 67 Gew.-%, bezogen auf die Wirkware.
-
Beispiel 10
-
Eine
veredelte Kettwirkware wurde unter den gleichen Wirk- und Färbebedingungen
wie im Beispiel 1 erhalten, außer
dass eine nichtlatente Poly(ethylenterephthalat)-Kräuselfaser
einer Größe von 33
dtex/24 f anstelle der nichtlatenten Poly(trimethylenterephthalat)-Kräuselfaser
einer Größe von 56
dtex/24 f des Beispiels 9 an der vorderen Führungsstange angeordnet wurde.
Das Mischverhältnis
der latenten Kräuselfaser
betrug 78 Gew.-%, bezogen auf die Wirkware.
-
Beispiel 11
-
Eine
veredelte Kettwirkware wurde unter den gleichen Wirk- und Färbebedingungen
wie im Beispiel 1 erhalten, außer
dass ein Garn einer Größe von 112
dtex/48 f, das durch Doublieren zweier nichtlatenter Poly(trimethylenterephthalat)-Kräuselfasern
gebildet wurde, die jeweils eine Größe von 56 dtex/24 f haben,
anstelle der nichtlatenten Poly(trimethylenterephthalat)-Kräuselfaser
einer Größe von 56
dtex/24 f des Beispiels 1 an der vorderen Führungsstange angeordnet wurde.
Das Mischverhältnis
der latenten Kräuselfaser
betrug 21 Gew.-%, bezogen auf die Wirkware.
-
Vergleichsbeispiel 3
-
Eine
veredelte Kettwirkware wurde unter den gleichen Wirk- und Färbebedingungen
wie im Beispiel 11 erhalten, außer
dass ein Garn einer Größe von 18
dtex/8 f, das durch Aufspalten der latenten Kräuselfaser einer Größe von 56
dtex/24 f gebildet wurde und im Herstellungsbeispiel 1 bis 3 erhalten
wurde, anstelle der latenten Kräuselfaser
einer Größe von 56
dtex/24 f, die im Herstellungsbeispiel 1 erhalten wurde, an der
hinteren Führungsstange
angeordnet wurde. Das Mischverhältnis
der latenten Kräuselfaser
war niedrig und betrug 9 Gew.-%, bezogen auf die Wirkware.
-
Vergleichsbeispiel 4
-
Eine
veredelte Kettwirkware wurde unter den gleichen Wirk- und Färbebedingungen
wie im Beispiel 1 erhalten, außer
dass die latente Kräuselfaser,
die aus Poly(ethylenterephthalat) bestand und im Herstellungsbeispiel
8 erhalten wurde, anstelle der im Herstellungsbeispiel 1 erhaltenen
latenten Kräuselfaser
an der hinteren Führungsstange
angeordnet wurde.
-
Vergleichsbeispiel 5
-
Eine
veredelte Kettwirkware wurde unter den gleichen Wirk- und Färbebedingungen
wie im Beispiel 1 erhalten, außer
dass eine nichtlatente Poly(ethylenterephthalat)-Kräuselfaser
anstelle der im Herstellungsbeispiel 1 erhaltenen latenten Kräuselfaser
an der hinteren Führungsstange
angeordnet wurde.
-
Vergleichsbeispiel 6
-
Eine
veredelte Kettwirkware wurde unter den gleichen Wirk- und Färbebedingungen
wie im Beispiel 1 erhalten, außer
dass ein Falschdrahtgarn einer nichtlatenten Poly(ethylenterephthalat)-Kräuselfaser
anstelle der im Herstellungsbeispiel 1 erhaltenen latenten Kräuselfaser
an der hinteren Führungsstange
angeordnet wurde.
-
Vergleichsbeispiel 7
-
Die
Arbeitsweise des Beispiel 1 wurde abgeändert, und die abgeänderte Arbeitsweise
wurde folgendermaßen
durchgeführt.
Eine elastische Polyurethan-Faser
(Handelsname Roica, SC-Typ, hergestellt von Asahi Kasei Co., Ltd.),
verkettet bei einer Streckung von 80%, die eine Größe von 44
dtex hat, wurde anstelle der der im Herstellungsbeispiel 1 erhaltenen
latenten Kräuselfaser
an der hinteren Führungsstange
angeordnet, und eine Wirkware mit einer Halbtrikot-Masche wurde mit
der gleichen Trikot-Wirkmaschine wie im Beispiel 1 hergestellt.
Während
der Herstellung der Wirkware war die Fallmaschenlänge wie
folgt: 160 cm/480 Maschenreihen an der vorderen Führungsstange
und 85 cm/480 Maschenreihen an der hinteren Führungsstange. Die so gebildete
Wirkware wurde unter den gleichen Färbebedingungen veredelt wie
im Beispiel 1, um eine Kettwirkware zu ergeben.
-
Beispiel 12
-
Die
Arbeitsweise des Beispiel 1 wurde abgeändert, und die abgeänderte Arbeitsweise
wurde auf folgende Weise durchgeführt. Eine Wirkware wurde mit
einer Halbtrikot-Masche durch Anordnen der latenten Kräuselfaser
einer Größe von 56
dtex/12 f, die im Herstellungsbeispiel 5 erhalten wurde, anstelle
der im Herstellungsbeispiel 1 erhaltenen latenten Kräuselfaser
an der hinteren Führungsstange
und Abändern
der Feinheit der Trikotwirkmaschine im Beispiel 1 von 28 auf 32
Nadeln gebildet. Während
der Herstellung der Wirkware war die Fallmaschenlänge wie
folgt: 151 cm/480 Maschenreihen an der vorderen Führungsstange
und 105 cm/480 Maschenreihen an der hinteren Führungsstange. Die so gebildete
Wirkware wurde unter den gleichen Färbebedingungen veredelt wie
im Beispiel 1, um eine Kettwirkware zu ergeben. Das Mischverhältnis der latenten
Kräuselfaser
war 41%, bezogen auf die Wirkware.
-
Beispiel 13
-
Eine
veredelte Kettwirkware wurde unter den gleichen Wirk- und Färbebedingungen
wie im Beispiel 12 erhalten, außer
dass eine nichtlatente Poly(ethylenterephthalat)-Kräuselfaser
einer Größe von 56
dtex/24 f anstelle der nichtlatenten Poly(trimethylenterephthalat)-Kräuselfaser
des Beispiels 12 an der vorderen Führungsstange angeordnet wurde.
Das Mischverhältnis
der latenten Kräuselfaser
war 38 Gew.-%, bezogen auf die Wirkware.
-
Die
Tabellen 2 und 5 zeigen die Bewertungsergebnisse der Wirkwaren und
der Badebekleidung, die in den Beispielen 1 bis 13 und in den Vergleichsbeispielen
1 bis 7 erhalten wurden.
-
Folgendes
kann aus den Tabellen 2 bis 5 verstanden werden.
-
Da
in den Beispielen 1 bis 4, 6, 7 und 11 latente Kräuselfasern
mit einer ausgezeichneten Kräuselung verwendet
wurden, erfolgte während
des Wirkens kaum ein Reißen
des Garns und Kettwirkwaren mit ausgezeichneter Dehnbarkeit und
Dichtigkeit konnten erhalten werden. Darüber hinaus verliehen die Wirkwaren
den Trägern
ein ausgezeichnetes Passgefühl
bei der Bewertung des Tragens von Badeanzügen.
-
In
den Beispielen 12 und 13 konnten zudem Kettwirkwaren mit ausgezeichneter
Dehnbarkeit und Dichtigkeit erhalten werden, selbst wenn die Anzahl
der Filamente einer latenten Kräuselfaser
und die Feinheit während
des Wirkens abgeändert
wurden.
-
Ein
Garnreißen
erfolgte stärker
während
des Wirkens, und die Kettwirkwaren zeigten eine geringere Dehnbarkeit
in den Beispielen 5, 8, 9 und 10 als in den Beispielen 1 bis 3,
6 und 7. Es konnten jedoch Kettwirkwaren erhalten werden, die, wenn
sie als Badeanzug verwendet wurden, ein ausgezeichnetes Passgefühl und ein
ausgezeichnetes Gefühl
des dichten Anliegens verliehen.
-
Da
die Kettwirkware des Beispiels 5 nur aus latenten Kräuselfasern
gebildet wurde, ergab sie ein schlechtes Gefühl und einen gewissen Grad
an Flexibilität
und einen etwas rauen Griff, obwohl sie über eine ausgezeichnete Dichtigkeit
und Dehnbarkeit verfügte.
-
Da
die latenten Kräuselfasern
in den Vergleichsbeispielen 1, 2 und 4 eine geringe Kräuselung
hatten, erfolgte in der Wirkmaschine oft ein Reißen des Garns. Weil das Mischverhältnis einer
latenten Kräuselfaser im
Vergleichsbeispiel 3 zu niedrig war, zeigte die Kettwirkware eine
geringe Dehnbarkeit und ergab ein schlechtes Passgefühl.
-
Weil
zudem die im Vergleichsbeispiel 5 verwendeten Fasern keine Kräuselung
hatten, erfolgte in der Wirkmaschine kaum ein Reißen des
Garns, und die Fasern ergaben eine ausgezeichnete stabilisierte
Produktion der Kettwirkware. Die so erhaltene Wirkware hatte jedoch
eine signifikant niedrige Dehnbarkeit, eine geringe Dichtigkeit
und ergab ein schlechtes Passgefühl,
wenn sie als Badeanzug verwendet wurde.
-
Die
Kettwirkware im Vergleichsbeispiel 6 wurde aus einer Faser gebildet,
der durch Falschdrahtspinnen eine Kräuselung verliehen wurde. Die
Produktionsstabilität
der Kettwirkware war bis zu einem gewissen Grad gut, und die Wirkware
verfügte
bis zu einem gewissen Grad über
eine Dehnbarkeit. Weil dem Garn durch das Falschdrahtspinnen jedoch
eine Bauschigkeit verliehen wurde, hatte die so erhaltene Wirkware
eine extrem schlechte Oberflächenglätte und
Dichtigkeit.
-
Da
eine elastische Faser im Vergleichsbeispiel 7 verwendet wurde, ergab
die Kettwirkware aufgrund der übermäßigen Dichtigkeit
ein Gefühl
der Schwere und hatte bis zu einem gewissen Grad eine geringe Flexibilität, obwohl
das Textilerzeugnis eine ausgezeichnete Dehnbarkeit und Restdehnung
aufwies. Die Wirkware im Vergleichsbeispiel 7 hatte zudem eine extrem
geringe Haltbarkeit, verglichen mit den anderen Kettwirkwaren in
den anderen Beispielen und Vergleichsbeispielen.
-
Beispiel 14
-
Ein
Schwimmanzug vom Gamaschentyp für
Männer
wurde aus der im Beispiel 1 produzierten Kettwirkware hergestellt.
Ein Mann trug diesen so erhaltenen Schwimmanzug und schwamm etwa
10 Minuten lang in einem Schwimmbecken. Der Schwimmanzug verlieh
dem Träger
ein ausgezeichnetes Tragegefühl
und kein unangenehmes Gefühl.
-
Beispiel 15
-
Gamaschen
(Oberbekleidung, Unterbekleidung) wurden aus der im Beispiel 1 produzierten
Kettwirkware hergestellt und etwa 2 Stunden lang einem Lauftest
unterzogen. Die so hergestellten Gamaschen verliehen dem Träger ein
ausgezeichnetes Tragegefühl
und kein unangenehmes Gefühl.
Zudem konnte die Ermüdung
der Trägers,
die durch die Bewegung verursacht wurde, reduziert werden.
-
Beispiel 16
-
Ein
Unterhemd für
Baseball wurde aus der im Beispiel 1 produzierten Kettwirkware hergestellt.
Ein Träger
trug das Unterhemd, und es verlieh dem Träger ein ausgezeichnetes Gefühl. Zudem
konnte die Ermüdung
des Trägers,
die durch die Bewegung verursacht wurde, reduziert werden.
-
Beispiel 17
-
Damenshorts
wurden aus der im Beispiel 1 produzierten Kettwirkware hergestellt.
Eine Frau trug die Shorts, und sie verliehen der Trägerin ein
ausgezeichnetes Tragegefühl.
-
Gewerbliche Anwendbarkeit
-
Die
Kettwirkware der vorliegenden Erfindung verleiht ein ausgezeichnetes
weiches Gefühl,
sie verfügt über Dehnbarkeit,
Oberflächenglätte, Dichtigkeit,
Formstabilität,
ein Passgefühl
während
des Tragens und eine Anpassungsfähigkeit
an die Bewegungen des Körpers.
Das Textilerzeugnis hat auch eine ausgezeichnete Haltbarkeit bei
den obigen Funktionen. Detaillierter ausgedrückt: weil die Kettwirkware
der Erfindung eine extrem hohe Dehnbarkeit und eine reduzierte Restdehnung
aufweist, hat sie ausgezeichnete Dehnungseigenschaften, eine hervorragende
Dehnungserholung und Beibehaltung der Form. Zudem hat die Kettwirkware eine
ausgezeichnete Undurchsichtigkeit und ausgezeichnete Farbentwicklungseigenschaften
und verfügt über Berstfestigkeit,
Reißfestigkeit
und eine Beständigkeit
gegenüber
der Knötchenbildung
und dem Fadenziehen, die für
eine Anwendung in der Praxis gut geeignet sind. Darüber hinaus
hat die Kettwirkware eine hervorragende Beständigkeit gegenüber einer
Versprödung,
die durch physikalische und chemische Einwirkungen verursacht wird,
und weist eine geringe Minderung der obigen Funktionen auf.
-
Da
ein Kleidungsstück,
für das
die Kettwirkware der vorliegenden Erfindung verwendet wird, sich
leicht tragen und ausziehen lässt
und eine ausgezeichnete Anpassungsfähigkeit an die Bewegungen des
Körpers hat,
ist die Kettwirkware für
ein Kleidungsstück
geeignet, das eng am Körper
anliegt, z. B. Sportbekleidung, wie Badeanzug und Gamaschen, Unterwäsche und
Oberbekleidung wie Stretch-Jeans.