EP0729005A1 - Messvorrichtung mit sechs Freiheitsgraden - Google Patents
Messvorrichtung mit sechs Freiheitsgraden Download PDFInfo
- Publication number
- EP0729005A1 EP0729005A1 EP95102540A EP95102540A EP0729005A1 EP 0729005 A1 EP0729005 A1 EP 0729005A1 EP 95102540 A EP95102540 A EP 95102540A EP 95102540 A EP95102540 A EP 95102540A EP 0729005 A1 EP0729005 A1 EP 0729005A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- measuring
- measuring device
- carrier
- rotation
- slide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/0002—Arrangements for supporting, fixing or guiding the measuring instrument or the object to be measured
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B21/00—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant
- G01B21/02—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness
- G01B21/04—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness by measuring coordinates of points
- G01B21/042—Calibration or calibration artifacts
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Machine Tool Sensing Apparatuses (AREA)
- A Measuring Device Byusing Mechanical Method (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
- Length Measuring Devices By Optical Means (AREA)
Abstract
Description
- Die Erfindung betrifft eine Meßvorrichtung zur Kontrolle der geometrischen und dynamischen Genauigkeit zweier relativ zueinander bewegter Maschinenteile.
- Werkzeugmaschinen sind mit Fehlern behaftet, welche Maß-, Form- und Lagefehler am Werkstück bewirken. Bei NC-Maschinen kommen noch dynamische Einflüsse, die von Steuerungen und Vorschub-Regelkreisen resultieren, hinzu. Diese bewirken, daß die vom Werkzeug relativ zum Werkstück abgefahrene Bahn von der programmierten Bahn abweicht.
- Zur Beurteilung der Genauigkeit der NC-Maschine gilt es, die geometrischen und die dynamischen Fehler zu messen. In allen Fällen ist es möglich, eine Probebearbeitung an einem ausgewählten Werkstück durchzuführen und dieses anschließend zu vermessen. Dabei ist es aber äußerst schwierig, die Fehlerursachen zu analysieren, weil noch die technologischen Einflüsse vom Werkzeug und den Schnittbedingungen hinzukommen. Man trachtet daher, Methoden und Vorrichtungen zu entwickeln, um an der Maschine selbst die Abweichung der fehlerbehafteten Bahn von der programmierten Bahn zu messen. Zur Überprüfung der geometrischen Genauigkeit von NC-Werkzeugmaschinen sind etliche Vorrichtungen und Verfahren bekannt. Dabei gewinnt der sogenannte Kreisformtest zunehmende Bedeutung. Der Kreisformtest erlaubt die Überprüfung der dynamischen Eigenschaften der NC-Maschine im Bahnsteuerbetrieb sowie Aussagen über die Maschinengeometrie. Als Bahn bietet sich ein Kreis an, weil er von allen bahngesteuerten NC-Maschinen in Form der Zirkularinterpolation realisiert werden kann und weil die Messung eines Kreises relativ einfach zu bewerkstelligen ist.
- Zur Erzeugung einer Kreisbahn sind auf einer bahngesteuerten NC-Werkzeugmaschine zwei gradlinig bewegte und rechtwinkelig zueinander angeordnete Maschinenkomponenten, zum Beispiel die zwei Einheiten eines Kreuztisches, nach einem Sinus- und Cosinusgesetz synchron so zu bewegen, daß als resultierende Bewegung die besagte Kreisbahn entsteht. Infolge der beschränkten Dynamik der beiden beteiligten Regelkreise, infolge mechanischer Unvollkommenheiten und weiterer Störeinflüsse weicht der so erzeugte Kreis von dem idealen, fehlerfreien Kreis mehr oder weniger ab. Markant ist beispielsweise der Einfluß der Geschwindigkeit, der sich üblicherweise in einer Zunahme der Kreisverzerrungen bei Erhöhungen der Vorschubgeschwindigkeiten zeigt.
- Beim Kreisformtest geht es darum, diese Kreisformabweichungen zu messen und das Ergebnis auszuwerten um Rückschlüsse auf die Güte der NC-Maschine abzuleiten.
- Im US-Patent 4,435,905 wird eine Vorrichtung zur Durchführung des Kreisformtests beschrieben, die aus einem Stab besteht, an dessen Enden Kugeln angebracht sind, die in je einem Widerlager gelagert sind. Zur Messung werden die beiden Widerlager an der NC-Maschine derart befestigt, daß ihre Positionen den Positionen von Werkzeugen und Werkstücken entsprechen. Der Stab besteht aus zwei Teilen, die längsverschieblich miteinander verbunden sind, so daß die Stablänge variabel ist. Die Verschiebung der beiden Teile zueinander wird durch ein integriertes Längenmeßsystem erfaßt. Wird ein Stabende auf einer Kreisbahn um das andere Ende bewegt, so entsprechen die Meßwerte den Kreisformabweichungen.
- Eine analoge Problematik gilt für Industrieroboter. Um Aussagen über die Genauigkeit eines Roboters treffen zu können, müssen die Bahnfehler der Roboterhand gemessen werden, wenn diese sich entlang einer programmierbaren Bahn bewegt. Auch zur Überprüfung der Bahngenauigkeit eines Industrieroboters bietet sich der Kreisformtest an. Das Problem ist hier jedoch weitaus komplexer als bei einer NC-Werkzeugmaschine, weil an der Bahnerzeugung nicht nur zwei Bewegungskomponenten beteiligt sind, sondern bis zu sechs Bewegungen synchron überlagert sind.
- Bei einem der üblichen Knickarmroboter, welcher ausschließlich Drehgelenke besitzt, sind dies: drei Positionsgelenke im Roboterkörper und drei Orientierungsgelenke in der Roboterhand.
- Um nun auch bei derartigen Maschinen die geometrische und dynamische Genauigkeit bestimmen zu können, wurde eine neue Meßvorrichtung entwickelt, die in der DE 44 19 909 A1 beschrieben ist und von der diese Erfindung ausgeht.
- Gemäß der DE 44 19 909 A1 besteht die Meßvorrichtung aus einem inertialfest montierten Grundkörper, auf dem ein Arm drehbar gelagert ist, der in seinem Endbereich eine Radialführung für ein mit einem zu prüfenden Maschinenteil lösbar verbundenes Antastelement aufweist. Zur Erfassung der Kreisbahnabweichung des Antastelementes ist ein mit diesem zusammenwirkendes, radial zur Drehachse des Armes angeordnetes Längenmeßgerät am Arm befestigt. Zusätzlich ist am Endbereich des Armes ein weiteres Längenmeßgerät parallel zur Drehachse des Armes zur Messung der axialen Verlagerung des Antastelementes vorgesehen.
- Das radial zur Drehachse des Armes angeordnete Längenmeßgerät ist ein Taster mit einem sehr geringen Meßbereich, so daß ausschließlich die Abweichungen von einer vorgegebenen Kreisbahnbewegung gemessen werden können.
- Aufgabe der Erfindung ist es, eine Meßvorrichtung zu schafften, mit welcher mit geringem Aufwand die geometrische und dynamische Genauigkeit von Maschinen erfaßt werden kann, und die vielseitig einsetzbar ist.
- Diese Aufgabe wird von einer Meßvorrichtung mit den Merkmalen des Anspruches 1 gelöst.
- Mit den in den abhängigen Ansprüchen angegebenen Merkmalen wird die Meßvorrichtung in besonders vorteilhafter Weise ausgestaltet.
- Die besonderen Vorteile der Erfindung liegen darin, daß die Meßvorrichtung universell für Messungen von Kreisbewegungen, aber auch von Linearbewegungen innerhalb des gesamten Verfahrweges der relativ zueinander bewegten Maschinenteile geeignet ist. Bei allen Bewegungen erfolgt eine Simultanmessung von Linear- und Drehbewegungen, so daß die Meßvorrichtung auch zur Prüfung von Roboterbewegungen zur Erfassung aller Achsbewegungen geeignet ist. Trotz der universellen Einsatzbarkeit der Meßvorrichtung ist sie relativ einfach und robust aufgebaut, da sie aus Standardmeßsystemen besteht.
- Anhand von Ausführungsbeispielen wird die Erfindung nachstehend mit Hilfe der Zeichnungen näher erläutert.
- Es zeigt
- Figur 1
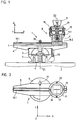
- einen Schnitt einer erfindungsgemäßen Meßvorrichtung,
- Figur 2
- eine Draufsicht der Meßvorrichtung gemäß Figur 1,
- Figur 3
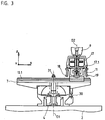
- einen Schnitt einer weiteren Meßvorrichtung,
- Figur 4
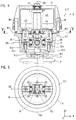
- einen vergrößerten Querschnitt des Meßelementes aus Figur 1,
- Figur 5
- einen Schnitt des Meßelementes gemäß der Figur 4 entlang der Linie V-V,
- Figur 6
- einen weiteren Schnitt des Meßelementes aus Figur 1 im entkoppelten Zustand,
- Figur 7
- einen weiteren Schnitt der erfindungsgemäßen Meßvorrichtung mit einer Auswerteeinrichtung und
- Figur 8
- eine Aufstellung einiger möglicher Testmethoden.
- In Figur 1 ist eine erfindungsgemäße Meßvorrichtung 1 im Schnitt auf einem Schlitten 2 einer Werkzeugmaschine befestigt dargestellt. Die Meßvorrichtung 1 besteht aus einem Grundkörper 3, der zur Befestigung am Schlitten 2 dient und der Träger eines Winkelmeßgerätes 4 ist. Der Grundkörper 3 besitzt ein präzises und spielfreies Luftlager 5 zur drehbaren Lagerung eines Bauteiles 6 um eine vorgegebene Drehachse D1. Die Drehung des Bauteiles 6 gegenüber dem Grundkörper 3 wird mittels des Winkelmeßgerätes 4, vorzugsweise eines inkrementalen Drehimpulsgebers, gemessen.
- Auf dem drehbar gelagerten Bauteil 6 befindet sich eine Linearführung 7 zur Führung eines Meßelementes 8, welches mit der Spindel 9 der Werkzeugmaschine lösbar verbunden ist. Wie aus der Draufsicht in Figur 2 zu sehen ist, gewährleistet die Linearführung 7 eine exakte radiale Längsbewegung des Meßelements 8 gegenüber dem Bauteil 6. Um dies zu gewährleisten, reicht die Linearführung 7 über den gesamten Verfahrweg zwischen Bauteil 6 und Meßelement 8 und besonders vorteilhaft auch über den gesamten möglichen Verfahrweg zwischen dem Schlitten 2 und der Spindel 9.
- Zur Messung der senkrecht zur Drehachse D1 verlaufenden Linearbewegungen zwischen dem Grundkörper 3 und dem Meßelement 8 ist parallel zur Linearführung 7 ein Längenmeßgerät 10 vorgesehen. Dieses Längenmeßgerät 10 besteht aus einer Maßverkörperung 10.1, welche in Form eines inkrementalen Maßstabes entlang der Linearführung 7 angeordnet ist und eine Länge aufweist, die zumindest in etwa dem möglichen Verfahrweg der relativ zueinander bewegten Maschinenteile 2, 9 entspricht. Im gezeigten Beispiel ist der Maßstab 10.1 direkt an einer Fläche der Linearführung 7 befestigt. Die inkrementale Teilung des Maßstabes 10.1 wird von einer an sich bekannten Abtasteinheit 10.2 zur Bildung von positionsabhängigen elektrischen Signalen abgetastet. Die Abtasteinheit 10.2 ist an einem Meßschlitten 11 des Meßelements 8 ortsfest angebracht.
- Um axiale Verschiebungen in Z-Richtung entlang der Drehachse D1 sowie Schwenkbewegungen zwischen der Spindel 9 und dem Meßschlitten 11 exakt messen zu können, ist im Meßelement 8 eine in allen Richtungen schwenkbare und drehbare Lagerung integriert. Diese Lagerung besteht gemäß den Figuren 4 und 5 aus insgesamt einer Linearführung 13 sowie drei Drehlagerungen 14, 15, 16 um drei Drehachsen D2, D3, D4.
- Zur Befestigung des Meßelementes 8 an der Spindel 9 ist ein Träger 17 vorgesehen, der über die genannten Lagerungen 13 bis 16 relativ zum Meßschlitten 11 bewegbar ist.
- Die Linearführung 13 ist im gezeigten Beispiel aus zwei am Meßschlitten 11 befestigten Bolzen 13.1 und 13.2 gebildet, mit denen zwei korrespondierende Buchsen 13.3 und 13.4 zusammenwirken, die somit eine Längsbewegung zwischen dem Meßschlitten 11 und dem Träger 17 entlang der Drehachse D2 in Z-Richtung ermöglichen. Diese Längsbewegung in Z-Richtung wird durch zumindest ein weiteres Längenmeßgerät 18 bis 21 gemessen. Im gezeigten Beispiel erfolgt diese Längenmessung mittels mehrerer Taster 18 bis 21, die im Träger 17 befestigt sind und deren Tastbolzen 18.1 bis 21.1 auf einer rechtwinkelig zur Drehachse D1 vorgesehenen Fläche 11.1 des Meßschlittens 11 aufliegen.
- Eine Drehbewegung der Spindel 9 relativ zum Meßschlitten 11 um die Drehachse D2, welche im Normalfall parallel zur Drehachse D1 verläuft, wird durch das Drehlager 14 gewährleistet. Die Messung des Drehwinkels um die Drehachse D2 wird von einem Winkelmeßgerät 22 gemessen, dessen Abtasteinheit mit dem Träger 17, also mit der Spindel 9, und dessen Teilscheibe mit dem Meßschlitten 11 verbunden ist.
- Eine weitere Drehbewegung des Trägers 17 relativ zum Meßschlitten 11 ist um die Drehachse D3 über das Drehlager 15 möglich. Ein weiteres Drehlager 16 ermöglicht die Drehbewegung des Trägers 17 relativ zum Meßschlitten 11 um die Drehachse D4. Die Drehbewegungen um die Drehachsen D3 und D4 werden durch die vier räumlich angeordneten Taster 18 bis 21 gemessen, indem die Längendifferenz zweier symmetrisch gegenüberliegender Taster 18, 20 und 19, 21 ausgewertet werden. Diese Drehbewegungen können aber auch mittels an den einzelnen Drehachsen D3 und D4 angebachten Winkelmeßgeräten direkt gemessen werden.
- Um voneinander unabhängige Drehbewegungen um die drei Drehachsen D2, D3 und D4 zu gewährleisten, und trotzdem eine stabile, kompakte und spielfreie Lagerung zu erreichen, ist die dargestellte kardanische Lagerung besonders vorteilhaft. Durch diese Lagerung wird erreicht, daß sich die drei senkrecht aufeinanderstehenden Drehachsen D2, D3 und D4 in einem gemeinsamen Drehpunkt schneiden. Alternativ könnte die Lagerung auch aus einer Kugel bestehen, welche in einer Kugelpfanne drehbar gelagert ist.
- Wie in Figur 3 dargestellt ist, kann sich eine ebene Fläche 17.1 auch am Träger 17 und die Taster 18 bis 21 am Meßschlitten 11 befinden.
- Weiterhin besteht die Möglichkeit, anstelle der Taster 18 bis 21 nur ein Längenmeßgerät einzusetzen, wenn die Drehbewegungen um die Drehachsen D2 bis D4 mittels Winkelmeßgeräten gemessen werden. In diesem Fall wäre der Abtastkopf dieses Längenmeßgerätes am Meßschlitten 11 und der Maßstab am Träger 17 befestigt. Selbstverständlich kann auch der Abtastkopf am Träger 17 befestigt werden, was aber den Machteil hätte, daß elektrische Leitungen vom Meßschlitten 11 und vom Träger 17 zu einer Auswerteeinheit geführt werden müssen.
- Die Bolzen 13.1 und 13.2 des Meßschlittens 11 bilden mit den Buchsen 13.3 und 13.4, welche am Träger 17 befestigt sind, eine lösbare Kupplung zwischen dem Meßschlitten 11 und dem Träger 17. Diese lösbare Kupplung ermöglicht ein automatisiertes Ankoppeln, was in Figur 6 dargestellt ist. Wenn eine Überprüfung einer Werkzeugmaschine durchgeführt werden soll, wird beispielsweise der Träger 17 automatisch gesteuert aus einem Werkzeugmagazin entnommen und an der Spindel 9 befestigt. Damit während dieser Bewegung eine vorgegebene Lagebeziehung zwischen dem Kardangelenk 14, 15, 16, und dem Träger 17 erhalten bleibt, bis die Buchsen 13.3. und 13.4 in den zugehörigen Bolzen 13.1 und 13.2 positioniert sind, werden die Buchsen 13.3, 13.4 mittels zweier ansteuerbarer Elektromagnete 23, 24 fixiert. Die Fixierung erfolgt, indem durch die Elektromagnete 23, 24 zwei Fixierelemente 25, 26 in Richtung der Buchsen 13.3, 13.4 ausgefahren werden und mit diesen zusammenwirken, bis die in Figur 4 gezeigte Betriebsstellung erreicht ist. In der Betriebsstellung werden die Elektromagnete 23, 24 abgeschaltet, wodurch die Fixierelemente 25, 26 durch Federkraft zurückgezogen werden und somit die Wirkverbindung mit den Buchsen 13.3, 13.4 gelöst und eine freie Bewegung zwischen Träger 17 und Meßschlitten 11 ermöglicht wird.
- Um einen völlig automatisierten Meßablauf durchzuführen, ist es besonders vorteilhaft, wenn auch der Grundkörper 3 mit der Linearführung 7 und dem Längenmeßgerät 10 durch einen Palettenwechsler auf dem Schlitten 2 der Werkzeugmaschine numerisch gesteuert positioniert wird. Um während dieses Vorganges sowie des Ankoppelvorganges eine störende Relativbewegung zwischen dem Grundkörper 3 und dem drehbaren Bauteil 6 zu vermeiden, werden diese beiden Teile mittels eines Fixierelementes 30 geklemmt. Ein weiteres Fixierelement 31 ist zur Klemmung zwischen dem Bauteil 6 und dem Meßschlitten 11 vorgesehen. Beide Fixierelemente 30, 31 werden beispielsweise über einen Elektromagneten wie die Fixierelemente 25, 26 gemäß Figur 4 angesteuert.
- Bei einer weiteren vorteilhaften Ausgestaltung sind im Meßschlitten 11 und/oder im Träger 17 Sensoren, beispielsweise berührungslos arbeitende Sensoren, angeordnet, um die erreichten Endpositionen nach dem erfolgreichen Ankoppelvorgang an eine Auswerteeinrichtung 27 zu melden und erst bei erfolgreichem Ankoppeln das Meßprogramm automatisch ablaufen zu lassen.
- In Figur 7 ist zusätzlich zum Schnitt der erfindungsgemäßen Meßvorrichtung gemäß Figur 1 die Auswerteeinrichtung 27 dargestellt. Die Positionsmeßwerte P18 bis P21 der vier Taster 18 bis 21 werden einer Zählereinheit 27.1 der Auswerteeinrichtung 27 zugeführt und daraus die Kippwinkel um die beiden Drehachsen D3 und D4 ermittelt. Einer weiteren Zählereinheit 27.2 werden die Positionsmeßwerte P4, P22 der beiden Winkelmeßgeräte 4 und 22 zugeführt und daraus die Drehbewegungen um die beiden Drehachsen D1 und D2 ermittelt. Eine weitere Zählereinheit 27.3 ist zur Auswertung der Positionsmeßwerte P10 des Längenmeßgerätes 10 vorgesehen. Mittels einer Auswertesoftware 27.4 werden aus allen Meßergebnissen die statischen und dynamischen Positionsabweichungen ermittelt. Durch die Auswerteeinheit 27 werden auch die Fixierelemente 30, 31 mittels separater Leitungen P30, P31 angesteuert.
- Mit der erfindungsgemäß ausgestalteten Meßvorrichtung 1 ist eine Überprüfung der geometrischen Genauigkeit einer CNC-Maschine nicht nur bei der Erstinbetriebnahme sondern auch vom Anwender selbst nach festgelegten Zeiträumen wiederkehrend durchführbar, um beherrschte Fertigungsprozesse mit immer enger gesteckten Toleranzgrenzen zu realisieren. Die Simultanmessung von Längen und Winkeln ermöglicht die eindeutige Aufstellung einer Fehlermatrix zur Software-Kompensation von statischen und dynamischen Abweichungskenngrößen. Die Messungen können mit geringem Zeit- und Personalaufwand durchgeführt werden. Durch fest vorgegebene Meßprogramme werden Wiederholungsmessungen bei kleinem Meßrüstaufwand durchgeführt.
- Grundsätzlich besitzt die Meßvorrichtung 1 sechs Freiheitsgrade, wobei vier rotatorische (um die Drehachsen D1, D2, D3, D4) und zwei translatorische (X- und Z-Richtung) Gelenke die Aufnahme von Einzelabweichungen unabhängig voneinander ermöglichen. Mit der Winkelinformation P4 des Drehtisches 3, 6 und der Radialposition P10 des Meßschlittens 11 kann eine 2D-Auswertung in Polarkoordinaten erfolgen.
- Durch den Einsatz des Winkelmeßgerätes 22, mit dem Verdrehungen zwischen der Spindel 9 und dem Meßschlitten 11 um die Drehachse D2 gemessen werden, kann der Gierwinkel bei einer Linearbewegung entlang der Führung 7 bestimmt werden. Der Gierwinkel ergibt sich aus dem Differenzwert der Positionsmeßwerte P4 und P22 der Winkelmeßgeräte 4 und 22. Weiterhin kann mit dem Winkelmeßgerät 22 das Verhalten von Zusatzachsen erfaßt werden, was insbesondere bei Robotern oder auch bei gesteuert drehbaren Spindeln von Werkzeugmaschinen vorteilhaft ist.
- Durch das erfindungsgemäße Längenmeßgerät 10 entfällt jede Einschränkung durch kleine Tasterhübe, so daß eine rasche Variation des Kreisdurchmessers beim Kreisformtest und auch andere Bahnkurven wie Rechtecke und Polygone untersucht werden können. Durch die Verwendung der Winkelmeßgeräte 4, 22 ist eine echte Winkelmessung möglich und keine Berechnung der Winkellage aus Vorschubgeschwindigkeit und Zeit.
- Die Längenmeßgeräte 10, 18 bis 21 sowie die Winkelmeßgeräte 4, 22 sind vorzugweise lichtelektrische inkrementale Systeme, sie können aber auch nach anderen physikalischen Prinzipien wie kapazitiv oder magnetisch arbeiten. Als Längenmeßgeräte 10, 18 bis 21 bieten sich auch Interferometer an.
- Die Auswertesoftware 27.4 sowie die Zählereinheiten 27.1, 27.2, 27.3 können auf einem Meß-PC oder einer CNC-Steuerung installiert sein.
- Die Auswertesoftware 27.4 kann auch die möglichen Meßabläufe zur Prüfung einer CNC-Steuerung enthalten. Ein Testprogramm für eine automatisierte Schnellabnehme einer CNC-gesteuerten Werkzeugmaschine für die XY-Ebene kann folgende Meßläufe enthalten.
- Während der Meßläufe werden sowohl bei den statischen als auch den dynamischen Messungen neben der Position auch Kippwinkel (Gieren, Rollen, Nicken) und Geradheitsabweichungen erfaßt.
- * Bewegung in X-Richtung:
- Positionsmessung mit statistischer Auswertung nach ISO 230-2 (z.B. 5 Zyklen)
- Dynamische Messung mit unmittelbarem Vergleich zum Maschinenmeßsystem
- Step-Response-Test bei Verkleinerung der Schrittweite
- * Bewegung in Y-Richtung:
- Positionsmessung mit statistischer Auswertung nach ISO 230-2 (z.B. 5 Zyklen)
- Dynamische Messung mit unmittelbarem Vergleich zum Maschinenmeßsystem
- Step-Response-Test bei Verkleinerung der Schrittweite
- * Kreisformtest:
- Kreisformtest bei niedriger Vorschubgeschwindigkeit im Uhrzeigersinn
- Kreisformtest bei niedriger Vorschubgeschwindigkeit im Gegenuhrzeigersinn
- Kreisformtest bei hoher Vorschubgeschwindigkeit im Uhrzeigersinn
- Kreisformtest bei hoher Vorschubgeschwindigkeit im Gegenuhrzeigersinn
- * Eckentest:
- Eckentest bei niedriger Vorschubgeschwindigkeit im Uhrzeigersinn
- Eckentest bei niedriger Vorschubgeschwindigkeit im Gegenuhrzeigersinn
- Eckentest bei hoher Vorschubgeschwindigkeit im Uhrzeigersinn
- Eckentest bei hoher Vorschubgeschwindigkeit im Gegenuhrzeigersinn
- In Figur 8 sind einige der möglichen dynamischen Testmethoden für CNC-Maschinen aufgelistet und die Meßdiagramme dazu dargestellt. Die Meßdiagramme können zur Kontrolle am Bildschirm der CNC-Steuerung angezeigt werden und gegebenenfalls mittels eines Druckers ausgedruckt werden.
Claims (16)
- Meßvorrichtung zur Kontrolle der geometrischen und dynamischen Genauigkeit zweier relativ zueinander bewegter Maschinenteile (2, 9), insbesondere eines NC-gesteuerten Arbeitskopfes von automatischen Fertigungs- oder Manipulationseinrichtungen wie NC-Werkzeugmaschinen und Industrierobotern mit- einem an einem der Maschinenteile (2) befestigbaren Grundkörper (3),- einem am Grundkörper (3) drehbar gelagerten Bauteil (6) das eine Führung (7) für ein mit dem weiteren Maschinenteil (9) lösbar verbindbares Meßelement (8) aufweist,- einem Winkelmeßgerät (4), mit dem die Drehung des Bauteiles (6) gegenüber dem Grundkörper (3) um eine erste Drehachse (D1) meßbar ist,- einem radial zur Drehachse (D1) des Bauteils (6) vorgesehenen Längenmeßgerät (10) zur Erfassung der Bewegungen des Meßelementes (8) längs der Führung (7), wobei dieses Längenmeßgerät (10) eine Maßverkörperung (10.1) und eine relativ dazu bewegliche Abtasteinheit (10.2) aufweist und der Meßbereich des Längenmeßgerätes (10) in etwa dem möglichen Verfahrweg der relativ zueinander bewegten Maschinenteile (2, 9) entspricht,- einem Meßschlitten (11), an dem die Abtasteinheit (10.2) vorgesehen ist, wobei der Meßschlitten (11) zugleich Träger zumindest eines weiteren Längenmeßgerätes (18 bis 21) zur Messung der axialen Verlagerung zwischen dem Meßschlitten (11) und dem am weiteren Maschinenteil (9) lösbar verbindbaren Träger
- Meßvorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß zwischen dem Träger (17) und dem Meßschlitten (11) eine Lagerung (15, 16) mit mindestens zwei senkrecht aufeinanderstehenden zweiten und dritten Drehachsen (D3, D4) vorgesehen ist, um welche der Träger (17) relativ zum Meßschlitten (11) schwenkbar ist.
- Meßvorrichtung nach Anspruch 2, dadurch gekennzeichnet, daß die zweite und dritte Drehachse (D3, D4) in einer Ebene liegen, die parallel zu der Ebene ist, in der der Meßschlitten (11) relativ zur Führung (7) verschiebbar ist.
- Meßvorrichtung nach Anspruch 2 oder 3, dadurch gekennzeichnet, daß zwischen dem Träger (17) und dem Meßschlitten (11) eine weitere Lagerung (14) mit einer zu den genannten Drehachsen (D3, D4) senkrecht stehenden vierten Drehachse (D2) vorgesehen ist.
- Meßvorrichtung nach Anspruch 4, dadurch gekennzeichnet, daß die Lagerung (14, 15, 16) eine kardanische Lagerung mit drei senkrecht aufeinanderstehenden Gelenkwellen ist, welche die Drehachsen (D2, D3, D4) bilden.
- Meßvorrichtung nach einem der Ansprüche 2 bis 5, dadurch gekennzeichnet, daß am Meßschlitten (11) oder am Träger (17) eine Antastoberfläche (11.1) vorgesehen ist, und daß am gegenüberliegenden Träger (17) oder Meßschlitten (11) mindestens drei räumlich verteilte Längenmeßgeräte (18 bis 21) befestigt sind, welche mit der Antastoberfläche (11.1) zusammenwirken und bei Relativdrehungen zwischen dem Träger (17) und dem Meßschlitten (11) um die Drehachsen (D3, D4) Abstandsänderungen zwischen der Antastoberfläche (11.1) und den Längenmeßgeräten (18 bis 21) auftreten, welche mit den Längenmeßgeräten (18 bis 21) meßbar sind.
- Meßvorrichtung nach einem der Ansprüche 4 oder 5, dadurch gekennzeichnet, daß zur Messung der Drehbewegung zwischen dem Meßschlitten (11) und dem Träger (17) um die vierte Drehachse (D2) ein weiteres Winkelmeßgerät (22) vorgesehen ist.
- Meßvorrichtung nach Anspruch 5, dadurch gekennzeichnet, daß an den drei Gelenkwellen Winkelmeßgeräte (22) befestigt sind, wobei mit den Winkelmeßgeräten (22) die Drehbewegungen zwischen dem Träger (17) und dem Meßelement (11) um die drei Drehachsen (D2, D3, D4) meßbar sind.
- Meßvorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Führung (7) eine Länge aufweist, die zumindest etwa dem möglichen Verfahrweg der relativ zueinander bewegten Maschinenteile (2, 9) entspricht.
- Meßvorrichtung nach Anspruch 9, dadurch gekennzeichnet, daß die Maßverkörperung (10.1) an der Führung (7) vorgesehen ist.
- Meßvorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß der Meßschlitten (11) und der Träger (17) des Meßelementes (8) über eine Kupplung (13.1 bis 13.4) lösbar miteinander verbunden sind.
- Meßvorrichtung nach Anspruch 11, dadurch gekennzeichnet, daß die Kupplung eine Linearführung ist, die aus mehreren Bolzen (13.1, 13.2) und korrespondierenden Buchsen (13.3, 13.4) besteht.
- Meßvorrichtung nach Anspruch 12, dadurch gekennzeichnet, daß die Buchsen (13.3, 13.4) an einer Gelenkwelle einer Drehlagerung (15) und die Bolzen (13.1, 13.2) an dem Meßschlitten (11) angeordnet sind und senkrecht zur ersten Linearführung (7) sowie parallel zur ersten Drehachse (D1) verlaufen.
- Meßvorrichtung nach Anspruch 12 oder 13, dadurch gekennzeichnet, daß am Träger (17) Fixierelemente (25, 26) vorgesehen sind, die während des Zusammenfügens von Träger (17) und Meßschlitten (11) mit den Buchsen (13.3, 13.4) in Eingriff und nach erfolgter Verbindung außer Eingriff bringbar sind.
- Verfahren zur Kontrolle der geometrischen und dynamischen Genauigkeit eines NC-gesteuerten Arbeitskopfes (9) von automatischen Fertigungs- oder Manipulationseinrichtungen mit einer Meßvorrichtung (1) gemäß einem der Ansprüche 11 bis 14, dadurch gekennzeichnet, daß die Ankopplung des Trägers (17) an den Meßschlitten (11) numerisch gesteuert erfolgt.
- Verfahren nach Anspruch 15, dadurch gekennzeichnet, daß die erfolgte Ankopplung an die NC-Steuerung gemeldet wird und daraufhin ein Meßprogramm zur numerisch gesteuerten Bewegung der zwei relativ zueinander bewegbaren Maschinenteile (2, 9) gestart
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP95102540A EP0729005B1 (de) | 1995-02-23 | 1995-02-23 | Messvorrichtung zur Kontrolle der geometrischen und dynamischen Genauigkeit von NC-Werkzeugmaschinen und Industrierobotern |
| AT95102540T ATE169395T1 (de) | 1995-02-23 | 1995-02-23 | Messvorrichtung zur kontrolle der geometrischen und dynamischen genauigkeit von nc- werkzeugmaschinen und industrierobotern |
| DE59503072T DE59503072D1 (de) | 1995-02-23 | 1995-02-23 | Messvorrichtung zur Kontrolle der geometrischen und dynamischen Genauigkeit von NC-Werkzeugmaschinen und Industrierobotern |
| JP8032338A JP2831610B2 (ja) | 1995-02-23 | 1996-02-20 | 測定装置 |
| US08/606,446 US5767380A (en) | 1995-02-23 | 1996-02-23 | Measuring arrangement and method for checking the geometric and dynamic accuracy of two machine elements displaceable with respect to one another |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP95102540A EP0729005B1 (de) | 1995-02-23 | 1995-02-23 | Messvorrichtung zur Kontrolle der geometrischen und dynamischen Genauigkeit von NC-Werkzeugmaschinen und Industrierobotern |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0729005A1 true EP0729005A1 (de) | 1996-08-28 |
| EP0729005B1 EP0729005B1 (de) | 1998-08-05 |
Family
ID=8219005
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95102540A Expired - Lifetime EP0729005B1 (de) | 1995-02-23 | 1995-02-23 | Messvorrichtung zur Kontrolle der geometrischen und dynamischen Genauigkeit von NC-Werkzeugmaschinen und Industrierobotern |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5767380A (de) |
| EP (1) | EP0729005B1 (de) |
| JP (1) | JP2831610B2 (de) |
| AT (1) | ATE169395T1 (de) |
| DE (1) | DE59503072D1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0951967A1 (de) * | 1998-04-25 | 1999-10-27 | Institut Für Fertigungstechnik Der Tu Graz | Messvorrichtung zum Messen der Positionier- und Bahngenauigkeit eines bewegten Maschinenteils |
| CN103398685A (zh) * | 2013-07-11 | 2013-11-20 | 裕克施乐塑料制品(太仓)有限公司 | 一种用于圆柱形窄槽宽度的测量工具 |
| CN103453823A (zh) * | 2013-09-10 | 2013-12-18 | 大连理工大学 | 一种管道几何尺寸的测量机 |
| CN105643366A (zh) * | 2016-04-12 | 2016-06-08 | 莱芜钢铁集团有限公司 | 机床的水平导轨的水平度矫正用辅助组件及方法 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE514469C2 (sv) * | 1999-12-29 | 2001-02-26 | Scania Cv Ab | Förfarande och anordning vid maskinprovning |
| JP2001221531A (ja) * | 2000-02-04 | 2001-08-17 | Mitsubishi Heavy Ind Ltd | 空気調和装置 |
| DE10018214A1 (de) * | 2000-04-12 | 2001-10-25 | Dreier Technology Ag Chur | Verfahren und Vorrichtung zum Vermessen von Fertigungsmaschinen |
| US7040033B2 (en) * | 2001-10-05 | 2006-05-09 | Trustees Of Stevens Institute Of Technology | Six degrees of freedom precision measuring system |
| GB0417536D0 (en) * | 2004-08-06 | 2004-09-08 | Renishaw Plc | The use of surface measurement probes |
| EP1852674B1 (de) * | 2006-05-05 | 2015-09-09 | Dr. Johannes Heidenhain GmbH | Messvorrichtung zur Bestimmung des relativen Versatzes zwischen zwei Bauteilen |
| SE530573C2 (sv) * | 2006-11-16 | 2008-07-08 | Hexagon Metrology Ab | Förfarande och anordning för kompensering av geometriska fel i bearbetningsmaskiner |
| CN102393174B (zh) * | 2011-08-25 | 2013-11-13 | 桐乡市易锋机械厂 | 活塞中心距的测量方法 |
| EP3062180B1 (de) * | 2015-02-25 | 2018-07-11 | Siemens Aktiengesellschaft | Verfahren zur überprüfung der positioniergenauigkeit eines mittels eines antriebs und einer steuerung bezüglich wenigstens einer achse verstellbaren maschinenteils |
| CN105773303A (zh) * | 2016-04-12 | 2016-07-20 | 莱芜钢铁集团有限公司 | 机床直线升降精度矫正用辅助组件及方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0155084A1 (de) * | 1984-02-16 | 1985-09-18 | Kabushiki Kaisha Toshiba | Vorrichtung zur Gestaltmessung eines dreidimensionalen Objektes |
| GB2203837A (en) * | 1987-04-06 | 1988-10-26 | Mitutoyo Corp | Apparatus and method for spatial coordinate measurement |
| JPH02139112A (ja) * | 1988-11-16 | 1990-05-29 | Toyoda Mach Works Ltd | 曲面加工機 |
| US5028180A (en) * | 1989-09-01 | 1991-07-02 | Sheldon Paul C | Six-axis machine tool |
| FR2658442A1 (fr) * | 1990-02-22 | 1991-08-23 | Jobs Spa | Traceur a commande numerique tridimensionnel multifonction. |
| US5111590A (en) * | 1989-05-23 | 1992-05-12 | Park Joon Ho | Measuring method of machine tool accuracy using a computer aided kinematic transducer link and its apparatus |
| EP0545658A2 (de) * | 1991-12-02 | 1993-06-09 | General Electric Company | Automatisiertes Wartungsverfahren für digitale numerisch gesteuerte Maschinen |
| EP0597299A2 (de) * | 1992-11-12 | 1994-05-18 | Carl Zeiss | Koordinatenmessgerät |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4435905A (en) * | 1982-03-15 | 1984-03-13 | The United States Of America As Represented By The United States Department Of Energy | Telescoping magnetic ball bar test gage |
| DE3930223A1 (de) * | 1989-09-11 | 1991-03-14 | Wild Leitz Messtechnik | Pruefkoerper fuer koordinatenmessgeraete aus stabsegmenten |
| US5400638A (en) * | 1992-01-14 | 1995-03-28 | Korea Institute Of Science And Technology | Calibration system for compensation of arm length variation of an industrial robot due to peripheral temperature change |
| JP2809295B2 (ja) * | 1992-03-26 | 1998-10-08 | 株式会社東京精密 | 座標測定機及びその測定方法 |
| AT398246B (de) * | 1993-06-11 | 1994-10-25 | Frank Adolf Dipl Ing Dr | Vorrichtung zur kontrolle der geometrischen und dynamischen genauigkeit eines nc-gesteuerten arbeitskopfes |
| US5341574A (en) * | 1993-06-29 | 1994-08-30 | The United States Of America As Represented By The Department Of Energy | Coordinate measuring machine test standard apparatus and method |
| US5533271A (en) * | 1994-08-23 | 1996-07-09 | Callaghan, Jr.; Robert P. | Long range sliding ball bar test gage |
-
1995
- 1995-02-23 DE DE59503072T patent/DE59503072D1/de not_active Expired - Fee Related
- 1995-02-23 EP EP95102540A patent/EP0729005B1/de not_active Expired - Lifetime
- 1995-02-23 AT AT95102540T patent/ATE169395T1/de not_active IP Right Cessation
-
1996
- 1996-02-20 JP JP8032338A patent/JP2831610B2/ja not_active Expired - Fee Related
- 1996-02-23 US US08/606,446 patent/US5767380A/en not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0155084A1 (de) * | 1984-02-16 | 1985-09-18 | Kabushiki Kaisha Toshiba | Vorrichtung zur Gestaltmessung eines dreidimensionalen Objektes |
| GB2203837A (en) * | 1987-04-06 | 1988-10-26 | Mitutoyo Corp | Apparatus and method for spatial coordinate measurement |
| JPH02139112A (ja) * | 1988-11-16 | 1990-05-29 | Toyoda Mach Works Ltd | 曲面加工機 |
| US5111590A (en) * | 1989-05-23 | 1992-05-12 | Park Joon Ho | Measuring method of machine tool accuracy using a computer aided kinematic transducer link and its apparatus |
| US5028180A (en) * | 1989-09-01 | 1991-07-02 | Sheldon Paul C | Six-axis machine tool |
| FR2658442A1 (fr) * | 1990-02-22 | 1991-08-23 | Jobs Spa | Traceur a commande numerique tridimensionnel multifonction. |
| EP0545658A2 (de) * | 1991-12-02 | 1993-06-09 | General Electric Company | Automatisiertes Wartungsverfahren für digitale numerisch gesteuerte Maschinen |
| EP0597299A2 (de) * | 1992-11-12 | 1994-05-18 | Carl Zeiss | Koordinatenmessgerät |
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 14, no. 378 (M - 1011) 15 August 1990 (1990-08-15) * |
| W. GÖTZE ET AL.: "integration der cnc-messtechnik in fertigungslinien.", MICROTECHNIC, no. 1, ZURICH, CH, pages 16 - 19, XP000334948 * |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0951967A1 (de) * | 1998-04-25 | 1999-10-27 | Institut Für Fertigungstechnik Der Tu Graz | Messvorrichtung zum Messen der Positionier- und Bahngenauigkeit eines bewegten Maschinenteils |
| US6433875B1 (en) | 1998-04-25 | 2002-08-13 | Institut für Fertigungstechnik Technische Universität Graz O. Univ. -Prof. Dipl. -Ing. Dr. Techn Adolf Frank | Measuring device for measuring the accuracy of the position and track of a moving machine element |
| CN103398685A (zh) * | 2013-07-11 | 2013-11-20 | 裕克施乐塑料制品(太仓)有限公司 | 一种用于圆柱形窄槽宽度的测量工具 |
| CN103398685B (zh) * | 2013-07-11 | 2015-10-28 | 裕克施乐塑料制品(太仓)有限公司 | 一种用于圆柱形窄槽宽度的测量工具 |
| CN103453823A (zh) * | 2013-09-10 | 2013-12-18 | 大连理工大学 | 一种管道几何尺寸的测量机 |
| CN103453823B (zh) * | 2013-09-10 | 2016-06-22 | 大连理工大学 | 一种管道几何尺寸的测量机 |
| CN105643366A (zh) * | 2016-04-12 | 2016-06-08 | 莱芜钢铁集团有限公司 | 机床的水平导轨的水平度矫正用辅助组件及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE59503072D1 (de) | 1998-09-10 |
| JP2831610B2 (ja) | 1998-12-02 |
| JPH091443A (ja) | 1997-01-07 |
| US5767380A (en) | 1998-06-16 |
| ATE169395T1 (de) | 1998-08-15 |
| EP0729005B1 (de) | 1998-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0317967B1 (de) | Dreh-Schwenk-Einrichtung für Tastköpfe von Koordinatenmessgeräten | |
| DE3714862C2 (de) | ||
| EP1696289B1 (de) | Verfahren zum Vermessen einer programmgesteuerten Werkzeugmaschine | |
| EP2760633B1 (de) | Werkzeugmaschine und verfahren zur vermessung eines werkstücks | |
| DE4110209C2 (de) | Vorrichtung zur Justierung einer CNC-gesteuerten Schleifmaschine | |
| EP3049758A1 (de) | Reduzierung von fehlern einer drehvorrichtung, die bei der bestimmung von koordinaten eines werkstücks oder bei der bearbeitung eines werkstücks verwendet wird | |
| EP0729005B1 (de) | Messvorrichtung zur Kontrolle der geometrischen und dynamischen Genauigkeit von NC-Werkzeugmaschinen und Industrierobotern | |
| EP2972078A1 (de) | Verfahren zur korrektur einer winkelabweichung beim betrieb eines koordinatenmessgeräts | |
| EP2916996A1 (de) | Werkzeugmaschine und verfahren zur vermessung eines werkstücks | |
| EP3274655A1 (de) | Kalibrierung einer an einem beweglichen teil eines koordinatenmessgeräts angebrachten drehvorrichtung | |
| EP2835702B1 (de) | Verfahren zur Vermessung wenigstens einer Rundachse einer Werkzeugmaschine | |
| DE4212455C2 (de) | Verfahren zur Messung von Formelementen auf einem Koordinatenmeßgerät | |
| DE3234241C2 (de) | ||
| EP1019669B1 (de) | Vorrichtung zur erfassung der position von zwei körpern | |
| DE102017103938A1 (de) | Vorrichtung zum Messen der Rauheit einer Werkstückoberfläche | |
| DE102008024444B4 (de) | Verfahren und Vorrichtung zum Kalibrieren eines Koordinatenmessgerätes | |
| WO2016207303A1 (de) | Adapterelement zur montage einer drehvorrichtung im messraum eines koordinatenmessgeräts | |
| DE19921325A1 (de) | Kalibriervorrichtung für einen parallelkinematischen Manipulator | |
| DE60032635T2 (de) | Verfahren und vorrichtung zum testen von werkzeugmaschinen | |
| DE102013210739B3 (de) | Koordinatenmessgerät und Verfahren zur Vermessung eines Werkstücks mit einer selbstfahrenden Antriebseinheit und einer fahrbaren Messeinheit | |
| AT398246B (de) | Vorrichtung zur kontrolle der geometrischen und dynamischen genauigkeit eines nc-gesteuerten arbeitskopfes | |
| WO1994007187A1 (de) | Verfahren zur überprüfung der arbeitsgenauigkeit einer nc-maschine | |
| DE10203002B4 (de) | Vorrichtung zum Kalibrieren eines Roboters | |
| DE4323992A1 (de) | Verfahren zur Überprüfung der Arbeitsgenauigkeit einer NC-Maschine | |
| EP3507568B1 (de) | System und verfahren zum taktilen messen eines messobjekts und verwendung dieses systems |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19950317 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE FR GB IT LI SE |
|
| 17Q | First examination report despatched |
Effective date: 19970903 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: INSTITUT FUER FERTIGUNGSTECHNIK DER TU GRAZ |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| ITF | It: translation for a ep patent filed |
Owner name: DATA SOLLECITO LETT. INC.:02/10/98;DE DOMINICIS & |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT CH DE FR GB IT LI SE |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE FR GB IT LI SE |
|
| REF | Corresponds to: |
Ref document number: 169395 Country of ref document: AT Date of ref document: 19980815 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: TROESCH SCHEIDEGGER WERNER AG Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59503072 Country of ref document: DE Date of ref document: 19980910 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19981022 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20050210 Year of fee payment: 11 Ref country code: FR Payment date: 20050210 Year of fee payment: 11 Ref country code: CH Payment date: 20050210 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20050211 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20050214 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060223 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060228 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20060228 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20060223 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20061031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060228 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090219 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100901 |